



╬„ÜŌ¢|▌ö╦─ŠĆļp▀B╣▄æ¬(y©®ng)ė├░Ė└²
üĒį┤Ż║ĪČ╣▄Ą└▒Żūo(h©┤)ĪĘ2024─ĻĄ┌3Ų┌ ū„š▀Ż║║·ŌĢĮ▄ └ŅųŠ┐³ ┌w║Ų°Ö ķZ╗█▒“ ŚŅĮ©ųą Ģr(sh©¬)ķgŻ║2024-7-17 ķåūxŻ║
║·ŌĢĮ▄ └ŅųŠ┐³ ┌w║Ų°Ö ķZ╗█▒“ ŚŅĮ©ųą
ć°(gu©«)╝ę╣▄ŠW(w©Żng)╝»łF(tu©ón)Į©įO(sh©©)╣▄└ĒĘų╣½╦ŠĖ╩īÄ╣ż│╠ĒŚ(xi©żng)─┐▓┐
▒│Š░
ļp▀B╣▄╣ż╦ć╩Ū╠ßŪ░īóā╔Ė∙õō╣▄ŅA(y©┤)ųŲ║ĖĮėį┌ę╗ŲŻ¼Š▀ėą£p╔┘ų„ŠĆ┬Ę╣▄Ą└¼F(xi©żn)ł÷(ch©Żng)ĮMī”(du©¼)║═║ĖĮė║Ė┐┌Īó╠ß╔²╩®╣żą¦┬╩Īó┐sČ╠╩®╣żų▄Ų┌Ą╚ā×(y©Łu)³c(di©Żn)ĪŻ╬„ÜŌ¢|▌ö╦─ŠĆą┬Į«Č╬螊Ć┤¾▓┐ĘųĄžģ^(q©▒)ī┘ė┌¤o╚╦ģ^(q©▒)Ż¼ęįŲĮ╠╣ķ_ķ¤Ą─ĖĻ▒┌╗──«×ķų„Ż¼Š▀éõļp▀B╣▄ŅA(y©┤)ųŲ╩®╣żĄ─┴╝║├Śl╝■ĪŻĮĶĶbųąČĒįŁė═╣▄Ą└ę╗ŠĆČĒ┴_╦╣Š│ā╚(n©©i)Č╬Īó╔│╠ž╣▄Ą└ļp▀B╣▄║═ć°(gu©«)ā╚(n©©i)╬„ÜŌ¢|▌öČ■ŠĆ╣▄Ą└╣ż│╠æ¬(y©®ng)ė├ļp▀B╣▄Įø(j©®ng)“×(y©żn)Ż¼ć°(gu©«)╝ę╣▄ŠW(w©Żng)╝»łF(tu©ón)Į©įO(sh©©)╣▄└ĒĘų╣½╦ŠĖ╩īÄ╣ż│╠ĒŚ(xi©żng)─┐▓┐į┌╬„╦─ŠĆę╗ś╦(bi©Īo)Č╬ķ_š╣┴╦ė═ÜŌ╣▄Ą└╣ż│╠ļp▀B╣▄ęÄ(gu©®)─Ż╗»æ¬(y©®ng)ė├│╔╠ū╝╝ąg(sh©┤)Ą─蹊┐║═“×(y©żn)ūCĪŻ
ū÷Ę©
▀xō±ŠĆ┬Ę╣ż│╠įć“×(y©żn)ķL(zh©Żng)Č╚×ķ3.7 kmŻ¼õō╣▄ęÄ(gu©®)Ė±×ķX80╝ē(j©¬)”Ą1219 mmĪ┴18.4 mm┬▌ą²┐p┬±╗Ī║Ėõō╣▄Ż¼å╬Ė∙ųž╝s6 tĪ½7 tŻ¼ŲĄ§ąĶ╩╣ė├ūįųž1 tĄ─6 mĄ§┴║Ż¼ūŅ┤¾ųž┴┐╝s×ķ15 tĪŻį┌ØMūŃ▓┘ū„┐šķg╝░░▓╚½═©Ą└Ą─Ū░╠ߎ┬Ż¼┐╔▀xė├ŲĄ§─▄┴”×ķ23.5 tĄ─70 tĄ§╣▄ÖC(j©®)ū„×ķŲĄ§įO(sh©©)éõĪŻ
═©▀^╔Ž╣▄ŲĮ┼_(t©ói)īóę╗ĮMŻ©ā╔Ė∙Ż®Ę└Ė»╣▄Ž╚║¾é„╦═ų┴Č©╬╗║Ė╬╗ų├▀M(j©¼n)ąąĮMī”(du©¼)ĪóŅA(y©┤)¤ß║═Č©╬╗║ĖŻ¼į┘═©▀^ūįąąū▀╩Į┤¾┐┌ÅĮļp▀B╣▄ŅA(y©┤)ųŲčbéõŻ©łD 1Ż®Ą─ØL▌åé„╦═ų┴ā╚(n©©i)═Ō┬±╗Ī║Ė╣ż╬╗Ż¼▀M(j©¼n)ąąā╚(n©©i)▓┐┬±╗Ī║ĖĮėŻ¼ā╚(n©©i)║ĖĮė═Ļ│╔░ļéĆ(g©©)łAų▄║¾ķ_╩╝▀M(j©¼n)ąą═Ō▓┐║ĖĮėŻ¼┤╦Ģr(sh©¬)õō╣▄▀B└m(x©┤)▐D(zhu©Żn)äė(d©░ng)Ż¼ų▒ų┴═Ļ│╔š¹éĆ(g©©)Łh(hu©ón)║Ė┐pā╚(n©©i)═Ō┬±╗Ī║ĖĮėĪŻ║ĖĮė║├Ą─ļp▀B╣▄═©▀^Ž┬╣▄ŲĮ┼_(t©ói)é„╦═ų┴Č╦▓┐Ą─Öz£y(c©©)ģ^(q©▒)▀M(j©¼n)ąą¤oōpÖz£y(c©©)║═ÖC(j©®)ąĄ╗»Ę└Ė»ča(b©│)┐┌Ż¼║ŽĖ±Ą─╣▄Č╬ŅA(y©┤)┤µų┴│╔ŲĘČčĘ┼ģ^(q©▒)╗“ė╔īŻė├▀\(y©┤n)╣▄▄ć▀\(y©┤n)ų┴╩®╣ż¼F(xi©żn)ł÷(ch©Żng)Ż¼░┤ššå╬╣▄ĮM║ĖĘĮ╩Į▀M(j©¼n)ąą║¾└m(x©┤)╩®╣żŻ©łD 2Ż®ĪŻ

łD 1 ūįąąū▀╩Į┤¾┐┌ÅĮļp▀B╣▄ŅA(y©┤)ųŲčbéõ

łD 2 ļp▀B╣▄║ĖĮė┴„│╠łD
▀\(y©┤n)▌öļp▀B╣▄Ģr(sh©¬)Ż¼ę╦▓╔ė├īŻė├Ą─▀\(y©┤n)▌ö▄ć▌vŻ¼├┐┤╬▀\(y©┤n)╦═1Ė∙Ż¼▀\(y©┤n)▌ö▄ć▌v┐┐Į³╣▄£Ž▀ģŠēĄ─▄ć╠źŻ©µ£▄ēŻ®┼c╣▄£Ž▀ģŠē▓╗ę╦ąĪė┌3 mĪŻčbąČ▀^│╠ųąæ¬(y©®ng)ūóęŌ▒Żūo(h©┤)╣▄┐┌Ż¼▒▄├Ō«a(ch©Żn)╔·╚╬║╬╗Ē┐┌Īóé¹║█╗“╣▄┐┌ė└Š├ūāą╬ĪŻ
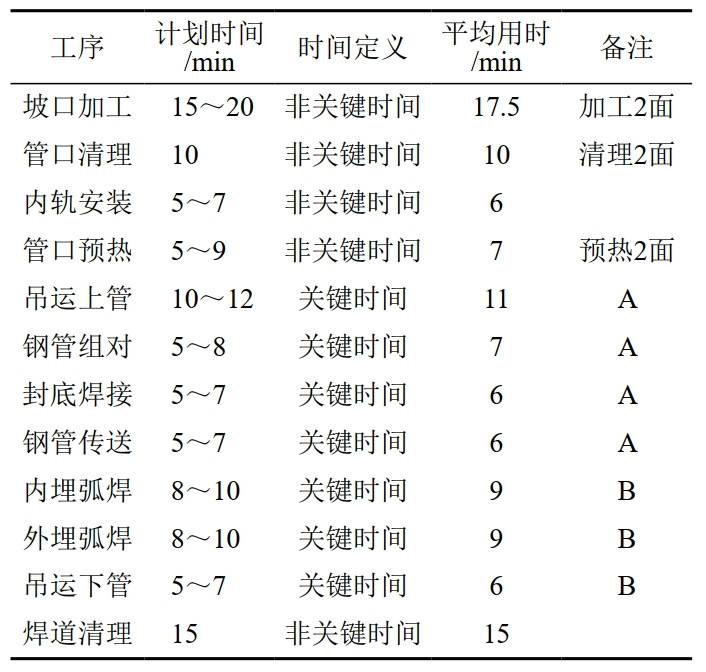
¼F(xi©żn)ł÷(ch©Żng)ęŲäė(d©░ng)ļp▀B╣▄ŅA(y©┤)ųŲū„śI(y©©)ųąŻ¼Ą§▀\(y©┤n)╔Ž╣▄Īóõō╣▄ĮMī”(du©¼)ĪóĖ∙║ĖĪóõō╣▄é„╦═×ķAĻP(gu©Īn)µIĢr(sh©¬)ķgå╬į¬Ż¼é„╦═Ģr(sh©¬)ķg×ķ30ĘųńŖŻ╗ā╚(n©©i)┬±╗Ī║ĖĪó═Ō┬±╗Ī║ĖĪóĄ§▀\(y©┤n)Ž┬╣▄×ķBĻP(gu©Īn)µIĢr(sh©¬)ķgå╬į¬Ż©▒Ē 1Ż®Ż¼╩®╣ż╣żą¦ų„ę¬╚ĪøQė┌AČ╬Ģr(sh©¬)ķgŁh(hu©ón)╣Ø(ji©”)ĪŻå╬╚šĄ─ŅA(y©┤)╣└╣żą¦Ż║8 hĪ┴60 minĪ┬30 min/Ą└ŻĮ16Ą└║Ė┐┌ĪŻŅA(y©┤)ėŗ(j©¼)ŠC║Ž╣żą¦╠ßĖ▀╝s50%Ż¼ļp▀B╣▄║ĖĮė║ŽĖ±┬╩98.61%ĪŻ
▒Ē 1 ║ĖĮėĖ„╣żą“ė├Ģr(sh©¬)Ęų╬÷▒Ē
åó╩Š
ļp▀B╣▄╣ż╦ćā×(y©Łu)ä▌(sh©¼)×ķ╣żÅSŅA(y©┤)ųŲ║Ė┐┌Ż¼║ĖĮė┘|(zh©¼)┴┐Ė³ĘĆ(w©¦n)Č©Ż¼£p╔┘┴╦¼F(xi©żn)ł÷(ch©Żng)║Ė┐┌║ĖĮėöĄ(sh©┤)┴┐Ż¼╣▄Ą└░▓čbą¦┬╩Ą├ĄĮ╠ßĖ▀Ż¼ĮĄĄ═┴╦Łh(hu©ón)║Ė┐pĄ─╩¦ą¦Ė┼┬╩ĪŻ╚ń╣▄Ą└Į©įO(sh©©)▓╔ė├ļp▀B╣▄╣ż╦ćŻ¼æ¬(y©®ng)╠ßŪ░▀M(j©¼n)ąąõō╣▄Ą─▓╔┘Å(g©░u)╝░╣®žøŻ¼ģf(xi©”)š{(di©żo)║├ļp▀B╣▄ŅA(y©┤)ųŲ║═¼F(xi©żn)ł÷(ch©Żng)╩®╣żĄ─Ģr(sh©¬)ķgŃĢĮėĪŻĮ©ūhą▐ėåļp▀B╣▄┬±╗Ī║Ė║Ė┐┌║ĖĮė╝╝ąg(sh©┤)ęÄ(gu©®)Č©ęį╝░¤oōpÖz£y(c©©)DEC╬─╝■ĪŻ║Ė┐pÖz£y(c©©)═Ų╦]▓╔ė├│¼┬ĢŻ½╔õŠĆÖz£y(c©©)ĘĮ╩ĮŻ¼│¼┬ĢÖz£y(c©©)═Ų╦]▓╔ė├┼c║ĖĮė╣ż╦ćŲ┬┐┌ą╬╩ĮŲź┼õąįĖ³║├Ą─PAUTÖz£y(c©©)ĘĮ╩ĮĪŻ

ū„š▀║å(ji©Żn)ĮķŻ║║·ŌĢĮ▄Ż¼1982─Ļ╔·Ż¼▒Š┐ŲŻ¼ųą╝ē(j©¬)╣ż│╠ĤŻ¼¼F(xi©żn)╚╬Ė╩īÄ╣ż│╠ĒŚ(xi©żng)─┐▓┐³h╬»╬»åTĪóĖ▒Įø(j©®ng)└ĒŻ¼ų„ę¬Å─╩┬ė═ÜŌķL(zh©Żng)▌ö╣▄Ą└╣ż│╠ĒŚ(xi©żng)─┐Į©įO(sh©©)╣▄└Ē╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║13603169327Ż¼huyj@pipechina.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢(h©żo)
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢(h©żo) 
