



ė═ÜŌ╣▄Ą└Bą═╠ū═▓ą▐Å═(f©┤)╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣┼cæ¬(y©®ng)ė├
üĒ(l©ói)į┤Ż║ĪČ╣▄Ą└▒Żūo(h©┤)ĪĘ2022─ĻĄ┌5Ų┌ ū„š▀Ż║└ū║ĻĘÕ Ģr(sh©¬)ķgŻ║2022-9-20 ķåūxŻ║
└ū║ĻĘÕ
▒▒Š®╣▄Ą└╣½╦Š╣▄Ą└▓┐
š¬ę¬Ż║ė═ÜŌ╣▄Ą└ę“Ė»╬gĪóæ¬(y©®ng)┴”ūā╗»Īó╚▒Ž▌öU(ku©░)š╣Ą╚įŁę“Ģ■(hu©¼)ī¦(d©Żo)ų┬░l(f©Ī)╔·ą╣┬®╗“öÓ┴čŻ¼ć└(y©ón)ųž╬Ż║”▀\(y©┤n)ąą░▓╚½ĪŻōQ╣▄╩ŪĖ∙│²╣▄Ą└ļ[╗╝Ą─ųžę¬╩ųČ╬Ż¼Ą½ąĶę¬═Ż▌öė░ĒæŽ┬ė╬ė├æ¶ĪŻ═¼Ģr(sh©¬)╠ņ╚╗ÜŌ╣▄Ą└ōQ╣▄Ģr(sh©¬)ę“Ę┼┐šĢ■(hu©¼)«a(ch©Żn)╔·▒╚Č■č§╗»╠╝Ė³ÅŖ(qi©óng)Ī░£ž╩깦æ¬(y©®ng)Ī▒ĪŻBą═╠ū═▓ū„×ķę╗ĘNė└Š├ą▐Å═(f©┤)╝╝ąg(sh©┤)Ż¼ŽÓ▒╚ōQ╣▄į┌╔Ž╩÷ĘĮ├µĖ³Š▀ā×(y©Łu)ä▌(sh©¼)ĪŻĮķĮB┴╦Bą═╠ū═▓▓─┘|(zh©¼)Īó¤²┤®▒┌║±Īó╩®║Ė▓┘ū„ē║┴”Īó║ĖĮė╣ż╦ćĪó¤o(w©▓)ōpÖz£y(c©©)Ą╚╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣ęį╝░ŲõŠ▀ėąĄ─ā×(y©Łu)ä▌(sh©¼)┼cæ¬(y©®ng)ė├ĘČć·ĪŻ
ĻP(gu©Īn)µIį~Ż║¤²┤®Ż╗╩®╣ż▓┘ū„ē║┴”Ż╗║ĖĮė╝╝ąg(sh©┤)Ż╗PAUTÖz£y(c©©)Ż╗B ą═╠ū═▓
Bą═╠ū═▓ą▐Å═(f©┤)╝╝ąg(sh©┤)╩Ū└¹ė├ā╔éĆ(g©©)ė╔õō░ÕųŲ│╔Ą─░ļłAų∙═ŌÜżĖ▓╔wį┌╣▄¾w╚▒Ž▌═ŌŻ¼═©▀^(gu©░)é╚(c©©)┐p║ĖĮė▀BĮėį┌ę╗ŲŻ¼▓óį┌╠ū║å(ji©Żn)Ą──®Č╦▓╔ė├ĮŪ║ĖĄ─ĘĮ╩Į╣╠Č©į┌╣▄Ą└╔ŽĪŻ╠ū═▓┐╔▒Ż│ų╣▄Ą└ā╚(n©©i)ē║Ż¼ę▓─▄│ą╩▄ę“╣▄Ą└╩▄ĄĮé╚(c©©)Ž“▌d║╔Č°«a(ch©Żn)╔·Ą─▌SŽ“æ¬(y©®ng)┴”ĪŻĖ∙ō■(j©┤)SY/T 6649©D2018ĪČė═ÜŌ╣▄Ą└╣▄¾w╚▒Ž▌ą▐Å═(f©┤)╝╝ąg(sh©┤)ęÄ(gu©®)ĘČĪĘ╝░GB/T 36701©D2018ĪČ┬±ĄžõōųŲ╣▄Ą└╣▄¾w╚▒Ž▌ą▐Å═(f©┤)ųĖ─ŽĪĘĄ╚ŽÓĻP(gu©Īn)ęÄ(gu©®)ĘČŻ¼Bą═╠ū═▓ū„×ķė└Š├ąįą▐Å═(f©┤)ĘĮ╩ĮŻ¼▀mė├ė┌░³└©ą╣┬®╝░Łh(hu©ón)Ž“╚▒Ž▌į┌ā╚(n©©i)Ą─ČÓĘN╣▄¾w║═Łh(hu©ón)║Ė┐p╚▒Ž▌ą▐Å═(f©┤)ĪŻ
1 Bą═╠ū═▓ą▐Å═(f©┤)╝╝ąg(sh©┤)░l(f©Ī)š╣
1.1 ╠ū═▓▓─┘|(zh©¼)
ī”(du©¼)ė┌Ė▀õō╝ē(j©¬)ķL(zh©Żng)▌ö╣▄Ą└╚▒Ž▌ą▐Å═(f©┤)Ż¼ć°(gu©«)ā╚(n©©i)╣▄Ą└Ų¾śI(y©©)Ųš▒ķ▓╔ė├õō╝ē(j©¬)▌^Ą═Ą─Q345R Bą═╠ū═▓Ż¼×ķ┴╦▒ŻšŽą▐Å═(f©┤)║¾Ą─ÅŖ(qi©óng)Č╚Ż¼╠ū═▓║±Č╚┐╔▀_(d©ó)60 mmĪóųž┴┐0.6 tŻ¼¼F(xi©żn)ł÷(ch©Żng)║ĖĮė╣żū„┴┐┤¾Īóū„śI(y©©)╚╦åTä┌äė(d©░ng)ÅŖ(qi©óng)Č╚Ė▀Īóęū│÷¼F(xi©żn)║Ė┐p╚▒Ž▌Ą╚Ż¼═¼Ģr(sh©¬)║±▒┌╠ū═▓į÷╝ė┴╦ų„¾w╣▄Ą└žō(f©┤)ųžŻ¼▀M(j©¼n)Č°ė░Ēæ╣▄Ą└▒Š┘|(zh©¼)░▓╚½ĪŻĮ³─Ļųąć°(gu©«)╩»ė═╝»łF(tu©ón)╣ż│╠▓─┴ŽčąŠ┐į║ėąŽ▐╣½╦ŠĄ╚┐Ųčąå╬╬╗ķ_(k©Īi)š╣┴╦X65Īó X70 Bą═╠ū═▓╝░Ųõ┼õ╠ū╝╝ąg(sh©┤)┐Ųčą╣źĻP(gu©Īn)Ż¼│╔╣”čą░l(f©Ī)│÷┴╦ąį─▄ā×(y©Łu)«ÉĄ─X65/X70Ė▀õō╝ē(j©¬)Bą═╠ū═▓Ż¼▓óą╬│╔┴╦┼õ╠ūĄ─║ĖĮėĪó║Ė║¾¤ß╠Ä└Ēęį╝░¤o(w©▓)ōpÖz£y(c©©)Ą╚ĻP(gu©Īn)µI╝╝ąg(sh©┤)ĪŻĖ▀õō╝ē(j©¬)Bą═╠ū═▓║±Č╚▌^é„Įy(t©»ng)╠ū═▓£p▒Ī19%Ī½30%Ż¼¼F(xi©żn)ł÷(ch©Żng)ĮMčb╝░║ĖĮė╣żū„┴┐ĮĄĄ═╝s20%ĪŻėąą¦┐sČ╠┴╦╣▄Ą└į┌ŠĆą▐Å═(f©┤)ė├Ģr(sh©¬)Ż¼ī”(du©¼)▒ŻšŽ╣▄ŠW(w©Żng)░▓╚½ĪóĖ▀ą¦ĪóŲĮĘĆ(w©¦n)▀\(y©┤n)ąąėąų°ĘeśOųžę¬Ą─ęŌ┴xĪŻ
1.2 ¤²┤®▒┌║±
Bą═╠ū═▓į┌ę█║ĖĮėą▐Å═(f©┤)▀^(gu©░)│╠ųąŻ¼╚¶╣▄Ą└╚½▒┌║±Įī┘╚█╗»Ż¼ätĘQ×ķ¤²┤®Ż╗╚¶╣▄▒┌╬┤╚█╗»Įī┘Ą─╩ŻėÓÅŖ(qi©óng)Č╚▓╗ūŃęįĄų┐╣╣▄Ą└ā╚(n©©i)Įķ┘|(zh©¼)ē║┴”Ż¼ät│÷¼F(xi©żn)╣▄Ą└╦▄ąį▒└ØóŻ╗ā╔š▀Š∙┐╔─▄įņ│╔ć└(y©ón)ųž░▓╚½╩┬╣╩ĪŻ×ķ┴╦▒ŻšŽ╣▄Ą└ą▐Å═(f©┤)▀^(gu©░)│╠░▓╚½Ż¼Š═▒žĒÜĘ└ų╣╣▄Ą└│÷¼F(xi©żn)╔Ž╩÷ŪķørĪŻī”(du©¼)ė┌¤²┤®Ż¼ŽÓĻP(gu©Īn)┘Y┴ŽėąęįŽ┬ęÄ(gu©®)Č©╗“┐Ųčą│╔╣¹ĪŻ
Ż©1Ż®░┤ššś╦(bi©Īo)£╩(zh©│n)API 1104ĪČ╣▄Ą└║═ŽÓĻP(gu©Īn)įO(sh©©)╩®Ą─║ĖĮėĪĘęÄ(gu©®)Č©Ż¼«ö(d©Īng)╩╣ė├Ą═Üõ║ĖŚl╝░│ŻęÄ(gu©®)║ĖĮė╣ż╦ćĢr(sh©¬)Ż¼ų╗ėąį┌▒┌║±ąĪė┌6.4 mmĢr(sh©¬)Ż¼▓┼Ģ■(hu©¼)┐╝æ]¤²┤®░l(f©Ī)╔·Ą─┐╔─▄ĪŻ
Ż©2Ż®SY/T 6554©D2019ĪČ╩»ė═╣żśI(y©©)Ħē║ķ_(k©Īi)┐ūū„śI(y©©)░▓╚½ęÄ(gu©®)│╠ĪĘšJ(r©©n)×ķ«ö(d©Īng)▒┌║±┤¾ė┌12.7 mmĢr(sh©¬)Ż¼▓╗▒ž┐╝æ]╣▄Ą└║ĖĮė¤²┤®Ą─░l(f©Ī)╔·Ż¼╚ń╣¹▒┌║±ąĪė┌6.4 mmŻ¼ąĶę¬╠žäeūóęŌ¤²┤®’L(f©źng)ļU(xi©Żn)Ż¼▒┌║±╠Äė┌6.4Ī½12.7 mmĢr(sh©¬)Ż¼┐╔─▄ėą¤²┤®’L(f©źng)ļU(xi©Żn)ĪŻ
Ż©3Ż®ųąć°(gu©«)┐ŲīW(xu©”)į║Įī┘蹊┐╦∙Ą─蹊┐│╔╣¹▒Ē├„Ż¼«ö(d©Īng)¤ß▌ö╚ļ×ķ1.2 kJ/mmĢr(sh©¬)Ż¼ų╗ėą▒┌║±┤¾ė┌7 mmĢr(sh©¬)Ż¼▓┼─▄▒▄├Ō¤²┤®░l(f©Ī)╔·ĪŻ
Ż©4Ż®├└ć°(gu©«)É█(©żi)ĄŽ╔·║ĖĮė蹊┐į║Ż©EWIŻ®Ą─蹊┐ĮY(ji©”)╣¹’@╩ŠŻ¼«ö(d©Īng)║ĖŚlų▒ÅĮ×ķ3.2 mmŻ¼ļŖ┴„×ķ110 AŻ¼¤ß▌ö╚ļ0.9 kJ/mmĢr(sh©¬)Ż¼▓╗Ģ■(hu©¼)░l(f©Ī)╔·¤²┤®Ą─░▓╚½▒┌║±×ķ4 mmĪŻ
2022─ĻŻ¼▒▒Š®╣▄Ą└╣½╦ŠŠSōīą▐ųąą─═Ļ│╔┴╦ĻāŠ®ę╗ŠĆČÓ╠Ä╣▄Ą└▒┌║±×ķ7.1 mmĄ─Bą═╠ū═▓Ħē║ą▐Å═(f©┤)Ż¼ō■(j©┤)┴╦ĮŌć°(gu©«)ā╚(n©©i)ęčėąŲ¾śI(y©©)īŹ(sh©¬)╩®5 mm╣▄Ą└Ą─Bą═╠ū═▓Ħē║ą▐Å═(f©┤)ĪŻ
1.3 ╩®╣ż▓┘ū„ē║┴”
Bą═╠ū═▓Ħē║ą▐Å═(f©┤)ē║┴”ī”(du©¼)╣▄Ą└▀\(y©┤n)ąą╝░╩®╣ż░▓╚½ėąų°ųž┤¾ė░ĒæĪŻGB/T 28055©D2011ĪČõō┘|(zh©¼)╣▄Ą└Ħē║ĘŌČ┬╝╝ąg(sh©┤)ęÄ(gu©®)ĘČĪĘĪóGB/T 36701©D2018ĪČ┬±ĄžõōųŲ╣▄Ą└╣▄¾w╚▒Ž▌ą▐Å═(f©┤)ųĖ─ŽĪĘĪóSY/T 6649©D2018 ĪČė═ÜŌ╣▄Ą└╣▄¾w╚▒Ž▌ą▐Å═(f©┤)╝╝ąg(sh©┤)ęÄ(gu©®)ĘČĪĘĄ╚ęÄ(gu©®)Č©Ż¼į┌▀\(y©┤n)ąąĄ─╠ņ╚╗ÜŌ╗“│╔ŲĘė═╣▄Ą└╔Ž║ĖĮėĢr(sh©¬)Ż¼Ųõ╩®╣ż▓┘ū„ē║┴”▓╗æ¬(y©®ng)│¼▀^(gu©░)0.4▒ČĄ─ūŅ┤¾į╩įS▓┘ū„ē║┴”Ż¼Ūę▌ö╦═Įķ┘|(zh©¼)│õØM╣▄Ą└ĪŻĄ½ė╔ė┌ęÄ(gu©®)Č©Ą─į╩įSē║┴”▌^Ą═Ż¼ė░Ēæ┴╦╣▄Ą└š²│Ż▀\(y©┤n)ąąŻ¼ę“┤╦╣▄Ą└Ų¾śI(y©©)į┌Bą═╠ū═▓ą▐Å═(f©┤)Ģr(sh©¬)╩®║Ėē║┴”┤¾Č╝╬┤▓╔ė├įōęÄ(gu©®)Č©Ż¼Č°╩Ū▓╔ė├╔Ž╩÷ć°(gu©«)ś╦(bi©Īo)╗“ąąś╦(bi©Īo)ųąĻP(gu©Īn)ė┌│¼│÷0.4▒ČūŅ┤¾į╩įS▓┘ū„ē║┴”║¾Ą─ėŗ(j©¼)╦ŃĘĮĘ©Ż¼ęį£p╔┘ī”(du©¼)╣▄Ą└▀\(y©┤n)ąąė░Ēæ╝░╠ņ╚╗ÜŌĘ┼┐š┴┐ĪŻ
Ż©1Ż®ć°(gu©«)ś╦(bi©Īo)ąąś╦(bi©Īo)═Ų╦]ē║┴”ėŗ(j©¼)╦ŃĘĮĘ©ĪŻGB/T 28055©D2011Ą╚ć°(gu©«)ś╦(bi©Īo)ąąś╦(bi©Īo)ęÄ(gu©®)Č©Ż║╚ń╣¹║ĖĮė╩®╣ż▓┘ū„ē║┴”│¼│÷0.4▒ČūŅ┤¾į╩įS▓┘ū„ē║┴”Ģr(sh©¬)Ż¼╣▄Ą└į╩įSĄ─Ħē║╩®║ĖĄ─ūŅĖ▀ē║┴”Š∙ł╠(zh©¬)ąą╣½╩ĮŻ©1Ż®Ż║

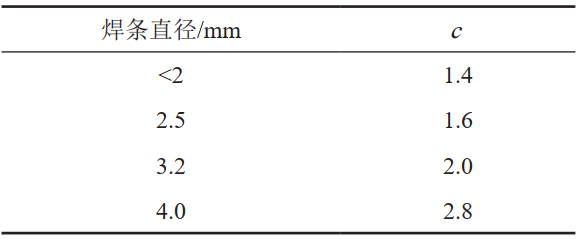
╩ĮųąŻ║P×ķ╣▄Ą└į╩įSĦē║╩®║ĖĄ─ē║┴”Ż¼MPaŻ╗”ęs×ķ╣▄▓─Ą─ūŅąĪŪ³Ę■śOŽ▐Ż¼MPaŻ╗t×ķ║ĖĮė╠Ä╣▄Ą└īŹ(sh©¬)ļH▒┌║±Ż¼mmŻ╗c×ķę“║ĖĮėę²ŲĄ─▒┌║±ą▐š²┴┐Ż¼╚ĪųĄęŖ(ji©żn)▒Ē 1Ż¼mmŻ╗D×ķ╣▄Ą└═ŌÅĮŻ¼mm Ż╗F×ķ░▓╚½ŽĄöĄ(sh©┤)Ż¼╚ĪųĄęŖ(ji©żn)▒Ē 2ĪŻ
▒Ē 1 ć°(gu©«)ś╦(bi©Īo)ąąś╦(bi©Īo)═Ų╦]▒┌║±ą▐š²┴┐
▒Ē 2 ć°(gu©«)ś╦(bi©Īo)ąąś╦(bi©Īo)═Ų╦]░▓╚½ŽĄöĄ(sh©┤)
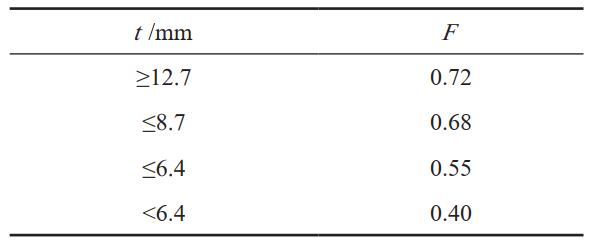
Ż©2Ż®╝»łF(tu©ón)╣½╦Š═Ų╦]ē║┴”ėŗ(j©¼)╦ŃĘĮĘ©ĪŻĪČć°(gu©«)╝ę╣▄ŠW(w©Żng)╝»łF(tu©ón)äė(d©░ng)╗ū„śI(y©©)╣▄└ĒĢ║ąą╝Ü(x©¼)ätĪĘĪČį┌ę█╣▄Ą└Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐’L(f©źng)ļU(xi©Żn)┼┼▓ķų╬└Ē╣żū„ųĖ─ŽĪĘĻP(gu©Īn)ė┌ē║┴”ėŗ(j©¼)╦Ńł╠(zh©¬)ąą╣½╩ĮŻ©1Ż®ėŗ(j©¼)╦ŃĘĮĘ©Ż¼Ą½ģóöĄ(sh©┤)c║═FĄ─╚ĪųĄ▓╗═¼Ż¼Ųõųąc╚Ī3.5 mmŻ¼F(xi©żn)╚Ī0.5╗“0.6Ż©įŁė═Īó│╔ŲĘė═╣▄Ą└╚Ī 0.6Ż╗╠ņ╚╗ÜŌĪó├║ÜŌ╣▄Ą└╚Ī0.5Ż®ĪŻ
1.4 ║ĖĮė╝╝ąg(sh©┤)
Ż©1Ż®─┐Ū░Ė▀õō╝ē(j©¬)╣▄Ą└Ą─Bą═╠ū═▓ą▐Å═(f©┤)║ĖĮė╣ż╦ćęÄ(gu©®)│╠ųąČ╝į÷╝ė┴╦╗ž╗║ĖĄ└Īó═╦╗║ĖĄ└ĪóųąŅl╝ė¤ß║Ė║¾Ž¹ÜõĄ╚╝╝ąg(sh©┤)╩ųČ╬Ż¼ęį╝Ü(x©¼)╗»║ĖĮėĮėŅ^Š¦┴ŻŻ¼Ž¹│²æ¬(y©®ng)┴”┼cĮĄĄ═ė▓Č╚Ż¼Ė─╔Ų║Ė┐pĮM┐Ś║═┴”īW(xu©”)ąį─▄Ż¼╝ė╦┘║Ė┐pųąÜõĄ─öU(ku©░)╔óę▌│÷Ż¼ĮĄĄ═║Ė┐p║═¤ßė░Ēæģ^(q©▒)ųąĄ─Üõ║¼┴┐Ż¼Ę└ų╣«a(ch©Żn)╔·└õ┴č╝yĪŻ
Ż©2Ż®ļm╚╗Bą═╠ū═▓ė├Ė▀Ą╚╝ē(j©¬)õō╠µ┤·Q345õō║¾Ż¼Ųõ║ĖĮė╣żū„┴┐ėą╦∙£p╔┘Ż¼Ą½╚į▒╚ōQ╣▄Ą─║ĖĮė╣żū„┴┐Ė▀│÷Äū▒ČŻ¼ä┌äė(d©░ng)ÅŖ(qi©óng)Č╚┤¾Ż¼║ĖĮėĢr(sh©¬)ķgķL(zh©Żng)Ż¼║ĖĮė┘|(zh©¼)┴┐╩▄║Ė╣ż¾w┴”ė░Ēæ┤¾ĪŻ×ķĮŌøQ╔Ž╩÷å¢(w©©n)Ņ}Ż¼╬„ÜŌ¢|▌ö?sh©┤)╚╣▄Ą└╣½╦?019─ĻęįüĒ(l©ói)ķ_(k©Īi)š╣┴╦Bą═╠ū═▓ūįäė(d©░ng)║Ė蹊┐ĪŻBą═╠ū═▓ūįäė(d©░ng)║Ė╝╝ąg(sh©┤)Š▀ėą▒Ē├µ│╔ą═║├Īó║ĖĮė┘|(zh©¼)┴┐Ė▀Īó£p╔┘ä┌äė(d©░ng)ÅŖ(qi©óng)Č╚Īó╣Ø(ji©”)╩Ī║ĖĮėė├Ģr(sh©¬)Ą╚ųTČÓā×(y©Łu)³c(di©Żn)ĪŻ─┐Ū░įō╝╝ąg(sh©┤)ęč┤¾ęÄ(gu©®)─Żæ¬(y©®ng)ė├ė┌Ė▀ē║┴”ĪóĖ▀õō╝ē(j©¬)Īó┤¾┐┌ÅĮķL(zh©Żng)▌ö╠ņ╚╗ÜŌ╣▄Ą└Ą─╚▒Ž▌ą▐Å═(f©┤)[1]ĪŻĪČį┌ę█╣▄Ą└Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐’L(f©źng)ļU(xi©Żn)┼┼▓ķų╬└Ē╣żū„ųĖ─ŽĪĘųą├„┤_ęÄ(gu©®)Č©Bą═╠ū═▓ą▐Å═(f©┤)Ģr(sh©¬)ūįäė(d©░ng)║Ė▒╚└²▓╗Ą═ė┌10%ĪŻ
1.5 ¤o(w©▓)ōpÖz£y(c©©)╝╝ąg(sh©┤)
Bą═╠ū═▓ĮŪ║Ė┐pęį═∙ų╗─▄ė├┤┼Ę█╗“ų°╔½╠Įé¹Öz£y(c©©)▒Ē├µ║═Į³▒Ē├µ╚▒Ž▌Ż¼¤o(w©▓)Ę©Öz│÷║Ė┐pā╚(n©©i)▓┐┴č╝yĪóÜŌ┐ūĪóŖAļsĄ╚║Ė┐pā╚(n©©i)▓┐╚▒Ž▌ĪŻĮ³─ĻļSų°ŽÓ┐žĻć│¼┬ĢÖz£y(c©©)╝╝ąg(sh©┤)Ż©PAUTŻ®Ą─░l(f©Ī)š╣Ż¼┐╔═©▀^(gu©░)│¼┬Ģ┬Ģł÷(ch©Żng)Ą─ėŗ(j©¼)╦ŃĘ┬šµüĒ(l©ói)▀mæ¬(y©®ng)ĮŪ║Ė┐pÖz£y(c©©)Ż¼īŹ(sh©¬)¼F(xi©żn)╚½Ė▓╔w[2]ĪŻ─┐Ū░ć°(gu©«)ā╚(n©©i)ČÓ╝ę蹊┐å╬╬╗Ė∙ō■(j©┤)Bą═╠ū═▓║Ė┐pĄ─╠ž³c(di©Żn)Ż¼ŠÄųŲ╠ž╩ŌĄ─PAUTÖz£y(c©©)╣ż╦ć▓óųŲū„╝ė╣żīŻė├Ą─ī”(du©¼)▒╚įćēKŻ¼═©▀^(gu©░)Ę┤Å═(f©┤)▀M(j©¼n)ąąņ`├¶Č╚ąŻ“×(y©żn)║═Öz£y(c©©)╣ż╦ć“×(y©żn)ūCŻ¼ĮŪ║Ė┐pā╚(n©©i)▓┐╚▒Ž▌╗∙▒ŠČ╝─▄Öz£y(c©©)ĪŻ×ķ┴╦▒ŻūCėąą¦Öz│÷čė▀t┴č╝yŻ¼į┌║Ė┐p└õģs║¾Īó24ąĪĢr(sh©¬)╝░48ąĪĢr(sh©¬)Ęų╚²┤╬═¼Ģr(sh©¬)▀M(j©¼n)ąą┤┼Ę█Īó│¼┬ĢĪóŽÓ┐žĻćÖz£y(c©©)Ż¼▀M(j©¼n)ę╗▓Į┤_▒Ż║ĖĮė┘|(zh©¼)┴┐ĪŻ

2 Bą═╠ū═▓ą▐Å═(f©┤)╝╝ąg(sh©┤)ā×(y©Łu)ä▌(sh©¼)
ķL(zh©Żng)Ų┌ęįüĒ(l©ói)Ż¼ōQ╣▄▒╗šJ(r©©n)×ķ╩Ūą▐Å═(f©┤)╣▄Ą└╚▒Ž▌ūŅÅžĄūĄ─ĘĮ╩ĮŻ¼ļSų°B(ni©Żo)ą═╠ū═▓ą▐Å═(f©┤)╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣║═▀M(j©¼n)▓ĮŻ¼Ųõā×(y©Łu)ä▌(sh©¼)┼cōQ╣▄ŽÓ▒╚įĮ░l(f©Ī)├„’@Ż║ę╗╩Ūį┌ōQ╣▄╩®╣ż▀^(gu©░)│╠ųąę“┼f╣▄Ą└═∙═∙┤µį┌▌^┤¾Ą─║Ė┐┌Õe(cu©░)╬╗Ż¼ÅŖ(qi©óng)┴”ĮMī”(du©¼)ļyęįČ┼Į^Ż¼╩╣Ą├▒╗ą▐Å═(f©┤)Ą─Łh(hu©ón)║Ė┐p│²│ą╩▄Įķ┘|(zh©¼)Ą─š²│Żē║┴”═Ō▀ĆąĶ│ą╩▄Ņ~═ŌĄ─░▓čbæ¬(y©®ng)┴”Ż╗Č■╩ŪōQ╣▄ą▐Å═(f©┤)į÷╝ė┴╦║Ė┐┌öĄ(sh©┤)┴┐Ż¼Č°Łh(hu©ón)║Ė┐p╩Ūš¹éĆ(g©©)╣▄Ą└ŽĄĮy(t©»ng)Ą─▒Ī╚§³c(di©Żn)║═’L(f©źng)ļU(xi©Żn)³c(di©Żn)Ż¼ōQę╗┤╬╣▄ŽÓ«ö(d©Īng)ė┌Įo╣▄Ą└ŽĄĮy(t©»ng)ų┴╔┘į÷╝ėę╗éĆ(g©©)’L(f©źng)ļU(xi©Żn)³c(di©Żn)Ż╗╚²╩ŪōQ╣▄ą▐Å═(f©┤)Ą─║Ė┐┌║Ė┐p¤o(w©▓)Ę©įćē║Ż¼ŽÓ«ö(d©Īng)ė┌ą┬Į©╣▄Ą└Ą─Ī░Į┐┌Ī▒Ż¼║Ė┐┌ĮMī”(du©¼)ķgŽČĪóŲ┬┐┌│▀┤ńĄ╚ģóöĄ(sh©┤)ļyęį▒ŻūCŻ¼║ĖĮėļyČ╚┤¾Ż¼║ĖĮė┘|(zh©¼)┴┐▓╗ęū▒ŻūCŻ╗╦─╩ŪōQ╣▄ąĶ╚½ŠĆ╗“▓┐Ęų╣▄Č╬═Ż▌öŻ¼ī”(du©¼)╣▄Ą└Ž┬ė╬ė├æ¶ė░Ēæ▌^┤¾Ūęė░Ēæ╣▄▌ö┴┐Ż╗╬Õ╩ŪōQ╣▄ąĶī”(du©¼)ų┴╔┘ę╗éĆ(g©©)ķy╩ę╣▄Č╬ā╚(n©©i)Ą─╠ņ╚╗ÜŌ╚½▓┐Ę┼┐šŻ¼┤¾┐┌ÅĮ╣▄Ą└ōQ╣▄ę╗┤╬╠ņ╚╗ÜŌĘ┼┐š┴┐┐╔▀_(d©ó)░┘╚f(w©żn)┴óĘĮ├ūęį╔ŽŻ¼čąŠ┐▒Ē├„╠ņ╚╗ÜŌę²Ų£ž╩깦æ¬(y©®ng)Ą──▄┴”╩ŪČ■č§╗»╠╝Ą─20▒Čęį╔ŽŻ¼ć°(gu©«)╝ęļp╠╝─┐ś╦(bi©Īo)īŹ(sh©¬)╩®║¾Ż¼╠ņ╚╗ÜŌ┼┼Ę┼┐žųŲįĮüĒ(l©ói)įĮć└(y©ón)ĪŻ2021─Ļ─│╣▄Ą└Ų¾śI(y©©)į┌ōQ╣▄ą▐Å═(f©┤)ū„śI(y©©)Ģr(sh©¬)╠ņ╚╗ÜŌĘ┼┐š▒╗ć°(gu©«)═Ōąl(w©©i)ąŪ▀b£y(c©©)ĄĮŻ¼ę²Ų┴╦ć°(gu©«)ļH╔ńĢ■(hu©¼)ĻP(gu©Īn)ūóĪŻ
īŹ(sh©¬)“×(y©żn)▒Ē├„Ż┬ą═╠ū═▓ĮŪ║Ė┐p╦∙─▄│ą╩▄Ą─śOŽ▐ÅØŠž╝s×ķ╣▄Ą└─Ė▓─Ą─69.4%[3]ĪŻį┌┘M(f©©i)ė├ĘĮ├µŻ¼ęį╣▄ÅĮ1016 mm╣▄Ą└×ķ└²Ż¼▓╔ė├Bą═╠ū═▓ą▐Å═(f©┤)Łh(hu©ón)║Ė┐p┴č╝y╚▒Ž▌Ą─┘M(f©©i)ė├╝s30Ī½40╚f(w©żn)į¬Ż¼Č°ōQ╣▄┘M(f©©i)ė├╝sąĶ200Ī½300╚f(w©żn)į¬Ż¼ā╔ĘNą▐Å═(f©┤)ĘĮ╩Į┘M(f©©i)ė├ŽÓ▓Ņæę╩ŌĪŻ
3 ĮY(ji©”)šZ(y©│)
ūį2017─Ļć°(gu©«)ā╚(n©©i)╣▄Ą└Ų¾śI(y©©)ķ_(k©Īi)š╣┤¾ęÄ(gu©®)─ŻĄ─Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐’L(f©źng)ļU(xi©Żn)┼┼▓ķęįüĒ(l©ói)Ż¼╣▄Ą└╚▒Ž▌öĄ(sh©┤)┴┐╝żį÷Ż¼Bą═╠ū═▓ą▐Å═(f©┤)╝╝ąg(sh©┤)æ¬(y©®ng)ė├░Ė└²│╔▒Čį÷ķL(zh©Żng)ĪŻīŹ(sh©¬)█`ūC├„Ż¼B ą═╠ū═▓ū„×ķę╗ĘN╣▄Ą└╚▒Ž▌ė└Š├ą▐Å═(f©┤)ĘĮ╩ĮŻ¼▀mė├ą▐Å═(f©┤)Ą─╚▒Ž▌ŅÉą═▌^×ķÅVĘ║Ż¼░³└©╣▄Ą└Ą─Ė»╬gĪó┴č╝yĪóÖC(j©®)ąĄōpé¹Īó║Ė┐p╚▒Ž▌Īó╣▄¾wäØé¹ĪóĮī┘ōp╩¦Īó╠╝╗Ī¤²é¹ĪóŖAį³╗“ĘųīėĪó░╝Ž▌ęį╝░ą╣┬®ąį╚▒Ž▌Ż¼ą▐Å═(f©┤)│╔▒ŠĄ═Ż¼┐╔┐┐ąįĖ▀ĪŻļSų°B(ni©Żo)ą═╠ū═▓Ą─▓─┴Ž┘|(zh©¼)┴┐Īó║ĖĮė┘|(zh©¼)┴┐ĪóÖz£y(c©©)┘|(zh©¼)┴┐Ą╚▀M(j©¼n)ę╗▓Į╠ßĖ▀Ż¼Ųõį┌ķL(zh©Żng)▌ö╣▄Ą└╚▒Ž▌ą▐Å═(f©┤)ųąĄ─æ¬(y©®ng)ė├Ģ■(hu©¼)įĮüĒ(l©ói)įĮÅVĪŻ
ģó┐╝╬─½I(xi©żn)Ż║
[1]ĻÉŠĻŻ¼╦╬Õ\Ż¼ÅłÉéŻ¼Ą╚.õō┘|(zh©¼)╣▄Ą└Bą═╠ū═▓ūįäė(d©░ng)║ĖĮė╝╝ąg(sh©┤)╝░Ųõæ¬(y©®ng)ė├[J/OL].ė═ÜŌā”(ch©│)▀\(y©┤n)Ż¼2021Ż¼ŠW(w©Żng)Įj(lu©░)╩ū░l(f©Ī)ĄžųĘŻ║ttps://kns.cnki.net/kems/detail/13.1093.TE.20210527.1509.002.html.
[2]³S└┌Ż¼└Ņ┴┴Ż¼└Ņ╚ĻĮŁŻ¼Ą╚.Bą═╠ū═▓┤ŅĮė║Ė┐pĄ─ŽÓ┐žĻć│¼┬ĢÖz£y(c©©)[J].¤o(w©▓)ōpÖz£y(c©©)Ż¼2021Ż¼43(5)Ż║49-53.
[3]│╔ųŠÅŖ(qi©óng)Ż¼║·┬öŻ¼Č╬Į韯¼Ą╚. Bą═╠ū═▓ĮŪ║Ė┐p┴”īW(xu©”)ąį─▄─ŻöMīŹ(sh©¬)“×(y©żn)[J].╬„─Ž╩»ė═┤¾īW(xu©”)īW(xu©”)ł¾(b©żo)(ūį╚╗┐ŲīW(xu©”)░µ)Ż¼2021Ż¼43(6)Ż║111-118.

ū„š▀║å(ji©Żn)ĮķŻ║└ū║ĻĘÕŻ¼1971─Ļ╔·Ż¼┤T╩┐Ż¼Ė▀╝ē(j©¬)╣ż│╠ĤŻ¼«ģśI(y©©)ė┌ųąć°(gu©«)╩»ė═┤¾īW(xu©”)Ż©▒▒Š®Ż®Ż¼¼F(xi©żn)Å─╩┬╣▄Ą└╣▄└ĒĪóŁh(hu©ón)║Ė┐p┘|(zh©¼)┴┐’L(f©źng)ļU(xi©Żn)┼┼▓ķĄ╚╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║01084884298Ż¼leihf01@pipechina.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢(h©żo)
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢(h©żo) 
