



ąĪ┐┌ÅĮ¤oā╚(n©©i)═┐īė╠ņ╚╗ÜŌ╣▄Ą└ā╚(n©©i)Öz£y░Ė└²čąŠ┐
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2022─ĻĄ┌4Ų┌ ū„š▀Ż║¶öŪÓ²ł ÅłĻ¢ ĢrķgŻ║2022-8-11 ķåūxŻ║
¶öŪÓ²ł ÅłĻ¢
╬„─Ž╣▄Ą└╣½╦Š
š¬ę¬Ż║╣▄Ą└ā╚(n©©i)Öz£y╚▌ęū╩▄ĄĮ╣▄▌ö┴┐Īó╣ż╦ć╝░Ę■ę█ĀŅørĄ╚ČÓĘNę“╦žė░ĒæŻ¼ę╗ą®ąĪ┐┌ÅĮĪóĄ═┴„┴┐Īó¤oā╚(n©©i)═┐īėĄ─ų¦ŠĆ╣▄Ą└īŹ╩®╣▄Ą└ā╚(n©©i)Öz£y═∙═∙ļyČ╚▌^┤¾ĪŻęį─│ų¦ŠĆ╣▄Ą└ā╚(n©©i)Öz£y×ķ└²Ż¼ī”īŹļH░l(f©Ī)╔·Ą─ę╗ą®å¢Ņ}╔Ņ╚ļĘų╬÷Ųõ«a(ch©Żn)╔·įŁę“Ż¼┐éĮY(ji©”)╠ß│÷┴╦Š▀¾wĮŌøQĘĮĘ©Ż¼×ķķ_š╣┤╦ŅÉ╣▄Ą└ŪÕ╣▄║═ā╚(n©©i)Öz£y╠ß╣®┴╦┐╔ĮĶĶbĄ─Įø(j©®ng)“×ĪŻ
ĻP(gu©Īn)µIį~Ż║╠ņ╚╗ÜŌąĪ┐┌ÅĮ╣▄Ą└Ż╗¤oā╚(n©©i)═┐īė╣▄Ą└Ż╗ŪÕ╣▄Ż╗╣ż╦ćĀ┐ę²Ż╗┬®┤┼Öz£y
╠ņ╚╗ÜŌ╣▄Ą└ā╚(n©©i)═┐īėę╗ĘĮ├µĮĄĄ═ÜŌ¾w▌ö╦═Ģr─”ūĶ╠ß╔²▌öÜŌą¦┬╩Ż¼═¼Ģrėųį┌ę╗Č©│╠Č╚╔Ž╠ß╔²╣▄Ą└ā╚(n©©i)▒┌Ą─┐╣Ė»╬gąį[1]ĪŻ─┐Ū░ć°ā╚(n©©i)╣▄ÅĮ500 mmęįŽ┬ų¦ŠĆ╣▄Ą└ČÓöĄ(sh©┤)¤oā╚(n©©i)═┐īėĪŻ═©▀^╣▄Ą└ā╚(n©©i)Öz£y░l(f©Ī)¼F(xi©żn)Ż¼ā╚(n©©i)═┐īėī”ā╚(n©©i)Öz£yė░Ēæ▌^┤¾Ż¼ę╗░Ńėąā╚(n©©i)īė═┐īė╣▄Ą└ā╚(n©©i)▓┐Įī┘Ė»╬g«a(ch©Żn)╬’╔┘Ż¼╣▄Ą└Ė╔ā¶Ż¼Öz£y▀Mš╣Ēś└¹Ż¼¤oā╚(n©©i)═┐īė╣▄Ą└ā╚(n©©i)▓┐Įī┘Ė»╬g«a(ch©Żn)╬’ČÓŻ¼ķ_š╣Öz£y╣żū„▌^×ķ└¦ļyĪŻ
─│╠ņ╚╗ÜŌų¦ŠĆ╣▄Ą└╚½ķL65 kmŻ¼╣▓įO(sh©©)ł÷šŠ1ū∙Īóķy╩ę3ū∙Ż¼▌ö┴┐×ķ4.5Ī┴104 m3/dŻ¼2015─Ļ7į┬═Č«a(ch©Żn)ĪŻįO(sh©©)ėŗē║┴”6.3 MPaŻ¼▌ö╦═ē║┴”4 MPaŻ¼╣▄ÅĮ273 mmŻ¼ų„ę¬▒┌║±5.6 mmĪó7.1 mmŻ¼õō╣▄Ą╚╝ēX42Ż¼ęį┬▌ą²║Ė┐p╣▄×ķų„Ż¼¤ßņąÅØ╣▄Ū·┬╩░ļÅĮRŻĮ6 DŻ¼¤oā╚(n©©i)═┐īėŪęų«Ū░¤oŪÕ╣▄Üv╩ĘĪŻ2021─Ļ│§Ż¼Ų¾śI(y©©)Ė∙ō■(j©┤)Ę©Č©Öz“×ę¬Ū¾ķ_š╣╣▄Ą└ā╚(n©©i)Öz£yŻ¼ā╚(n©©i)╚▌░³└©Öz£yŪ░ŪÕ╣▄ĪóÄū║╬ūāą╬Öz£yĪó╚²▌SĖ▀ŪÕ┬®┤┼Öz£yęį╝░ųąą─ŠĆ£y└LĄ╚ū„śI(y©©)ĪŻę“╩▄Ą═┴„┴┐╣żørŚl╝■ė░ĒæŻ¼Öz£yįO(sh©©)éõ▀\ąąĢrķgķLŻ¼ī”Öz£yįO(sh©©)éõļŖ│ž╝░░l(f©Ī)╔õÖCļŖ│ž─═Š├ę¬Ū¾Ė▀Ż¼įO(sh©©)éõĄ═╦┘▀\ąąī”öĄ(sh©┤)ō■(j©┤)┘|(zh©¼)┴┐ėąę╗Č©Ą─ė░ĒæŻ¼▓ó┤µį┌═ŻŪ“┐©Č┬┐╔─▄ĪŻ×ķ┤╦┤_Č©Ī░┼▌─ŁŪ“╩Ķ═©+£yÅĮŪÕ╣▄+õō╦óŪÕ╣▄+┤┼┴”ŪÕ╣▄+Äū║╬Öz£y+┬®┤┼Öz£yĪ▒×ķÖz£yĘĮ░ĖĪŻ
1 ķ_š╣ŪÕ╣▄╝░Äū║╬Öz£yŪķør
Öz£yĒŚ─┐ÜvĢr1─Ļ═Ļ│╔¼F(xi©żn)ł÷Öz£yŻ¼╣▓░l(f©Ī)╦═┼▌─ŁÖz£yŲ„1┤╬Ż¼ā╔ų▒╦─Ą¹£yÅĮŪÕ╣▄Ų„2┤╬Ż¼õō╦óŪÕ╣▄Ų„1┤╬Ż¼┤┼┴”õō╦óŪÕ╣▄Ų„3┤╬Ż¼ųŪ─▄Äū║╬Öz£yŲ„2┤╬Ż¼┬®┤┼Öz£yŲ„2┤╬╣▓11┤╬Ż¼ŪÕ│÷ĶF┤┼ąįļs┘|(zh©¼)╝s350 kgĪŻ
ŪÕ╣▄ļAČ╬═Ų▀M╗∙▒ŠĒś└¹Ż¼4ĘNŪÕ╣▄Ų„╣▓ŲĮĘĆ(w©¦n)▀\ąą7┤╬Ż¼ŲĮŠ∙╦┘Č╚Š∙į┌3 m/sū¾ėęŻ¼ŪÕ│÷ļs┘|(zh©¼)╝s30 kgŻ©ŪÕ│÷ļs┘|(zh©¼)▌^╔┘Ż®ĪŻłD 1╩Ū2ĘNĄõą═ŪÕ╣▄Ų„╩š░l(f©Ī)Ū“Ū░║¾ī”▒╚ĪŻ
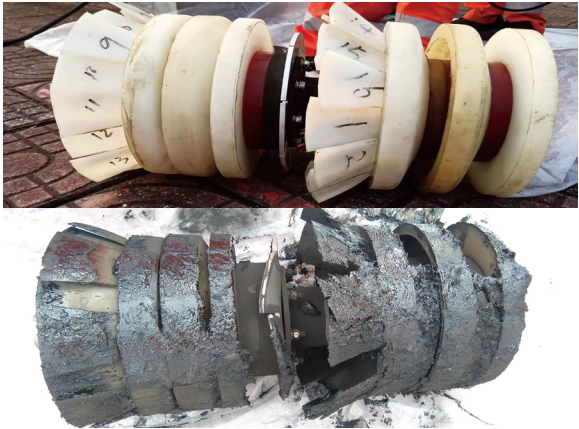
Ż©aŻ®ā╔ų▒╦─Ą·£yĮø(j©®ng)ŪÕ╣▄Ų„

Ż©bŻ®┤┼┴”õō╦óŪÕ╣▄Ų„
łD 1 ŪÕ╣▄Ų„░l(f©Ī)╦═Ū░║¾ī”▒╚
Ą┌ę╗┤╬▀\ąąųŪ─▄Äū║╬Öz£yŲ„ę“Ū“╦┘│¼▀^┴╦5 m/sŻ¼ėą20 km░l(f©Ī)╔·┴╦╦┘Č╚Ų»ęŲŻ¼öĄ(sh©┤)ō■(j©┤)╩¦šµŻ¼Öz£y▓╗═Ļš¹ĪŻĄ┌Č■┤╬ųŪ─▄Äū║╬Öz£yĢr▀Mąą┴╦▌ö┴┐┐žųŲŻ¼Öz£yŲ„ÜvĮø(j©®ng)12 h▀M╚ļ╩šŪ“═▓Ż¼ŪÕ│÷ļs┘|(zh©¼)75 kgŻ¼öĄ(sh©┤)ō■(j©┤)ėøõø═Ļš¹Ż¼Öz£y│╔╣”ĪŻ═©▀^ī”įō╣▄Ą└ūāą╬Öz£yöĄ(sh©┤)ō■(j©┤)Ą─│§▓ĮĘų╬÷Ż¼░l(f©Ī)¼F(xi©żn)╣▄Ą└ėą3╠Ä┤¾ė┌5%ODĄ─ūāą╬³cŻ¼Ą½▓╗ė░Ēæ║¾└m(x©┤)░l(f©Ī)╦═┬®┤┼Öz£yŲ„ĪŻ
2 ķ_š╣┬®┤┼Öz£yŪķør
Ż©1Ż®┬®┤┼Öz£yė÷ĄĮĄ─å¢Ņ}ĪŻĄ┌ę╗┤╬┬®┤┼Öz£yŪÕ│÷ļs┘|(zh©¼)ČÓŻ¼ī¦(d©Żo)ų┬╠ĮŅ^─źōpć└ųžŻ¼Öz£y╩¦öĪĪŻĄ┌Č■┤╬┬®┤┼Öz£y▀\ąąśO▓╗š²│ŻŻ¼Ę┤Å═(f©┤)═ŻŅDŻ¼ĄĮūŅ║¾20 km╗∙▒Š╩¦╚źŪ░▀Mäė┴”Ż¼ūŅĮK═©▀^╣ż╦ć▓┘ū„ųŲįņĀ┐ę²äė┴”ĘĮ╩Į╩╣Ą├Öz£yŲ„Ēś└¹▀M╚ļ╩šŪ“═▓Ż¼öĄ(sh©┤)ō■(j©┤)ėøõø═Ļš¹Ż¼╗∙ŠĆÖz£y═Ļ│╔ĪŻ
ČÓ▌å┤╬ŪÕ╣▄║¾╣▄Ą└ā╚(n©©i)ŪÕ│²ļs┘|(zh©¼)╔┘ė┌5 kgŻ¼Ūę£yÅĮĘų╬÷¤oųŲ╝sÖz£yŲ„═©▀^Ą─Ž▐ųŲ³cŻ¼Įø(j©®ng)ŠC║Žįu╣└ØMūŃ░l(f©Ī)╦═┬®┤┼Öz£yŲ„Śl╝■ĪŻĄ½Ą┌ę╗┤╬┬®┤┼Öz£yŲ„ŲĮŠ∙╦┘Č╚×ķ2.85 km/hŻ¼ŪÕ│÷ĶF┤┼ąįļs┘|(zh©¼)▀_178 kgŻ¼ļs┘|(zh©¼)▀^ČÓī¦(d©Żo)ų┬┬®┤┼╠ĮŅ^öĄ(sh©┤)ō■(j©┤)ėøõø▓╗═Ļš¹ĪŻ×ķ┤_▒ŻĄ┌Č■┤╬┬®┤┼Öz£yĒś└¹īŹ╩®Ż¼į┘┤╬░l(f©Ī)╦═┤┼┴”ŪÕ╣▄Ų„Ż¼═¼Ģrģf(xi©”)š{(di©żo)┐žųŲ╣▄Ą└▌ö┴┐┤_▒ŻŪ“╦┘ĘĆ(w©¦n)Č©ąą±éŻ¼ŪÕ│÷ļs┘|(zh©¼)2.5 kgŻ¼ØMūŃ░l(f©Ī)╦═Öz£yŲ„Śl╝■ĪŻį┘┤╬░l(f©Ī)╦═┬®┤┼Öz£yŲ„Ż¼Ą½Öz£yŲ„į┌╣▄Ą└ÅØŅ^╠Ä│÷¼F(xi©żn)┴╦ČÓ┤╬ķLĢrķg═ŻŪ“Ż¼Ę┤Å═(f©┤)═ŻŪ“åóäėįņ│╔Öz£yŲ„“ī(q©▒)äėŲż═ļ▌^┤¾─źōpĪŻ
Ż©2Ż®ī”ŽÓĻP(gu©Īn)å¢Ņ}Ą─╠Äų├┤ļ╩®ĪŻłD 2×ķšŠł÷╝░ķy╩ęŽÓī”ŠÓļxłDĪŻ«öÖz£yŲ„╩ū┤╬═Ż┴¶į┌3#ķy╩ęŪ░7 km╠ÄĢrŻ¼2#ķy╩ę║═3#ķy╩ęų«ķgē║▓Ņ╩╝ĮKį┌0.25 MPaū¾ėęŻ¼╚¶į┌├▄ĘŌ═Ļ║├Ą─ŪķørŽ┬Ż¼Öz£yŲ„┐╔š²│Żąą▀MŻ¼Ą½Öz£yŲ„ę“ūį╔Ēųž┴┐▌^ųžŻ¼ŪęŲż═ļŲŲōpęč▌^×ķć└ųžŻ¼┤µį┌ą╣┴„¼F(xi©żn)Ž¾Ż¼ąĶ╣ż╦ćš{(di©żo)š¹Į©┴óĖ³┤¾Ą─ē║▓ŅĘĮ┐╔═ŲäėÖz£yŲ„š²│Żąą▀MĪŻøQČ©ķ_═©3#ķy╩ęĘ┼┐šķyŻ¼═©▀^Ę┼┐šĀ┐ę²ĘĮ╩ĮĮoÖz£yŲ„Į©┴óą┬äė┴”Ż¼═¼Ģr═©▀^Ę┼┐šę²┴„┐╔ęį│ķū▀Öz£yŲ„Ū░Č╬Ą─Ę█ēmļs┘|(zh©¼)ĪŻ╠Äų├║¾Öz£yŲ„Ēś└¹Ū░ąą5 kmŻ¼ėų═Ż┴¶į┌3#ķy╩ęŪ░2 km╠ÄĪŻ
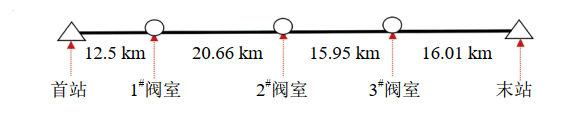
łD 2 šŠł÷╝░ķy╩ęŽÓī”ŠÓļxłD
×ķ┤╦Ż¼▓╔╚ĪŽ╚ĻP(gu©Īn)║¾ķ_3#ķy╩ęÜŌę║┬ō(li©ón)äėķyŻ¼ęį╦▓Ģr┤¾ē║▓ŅĘĮ╩Į═ŲäėÖz£yŲ„Ū░ąąĪŻ▀^│╠ųąŻ¼ĻP(gu©Īn)ķ]ķyķT╝s30 minŻ¼į┌Ū░║¾ē║▓Ņ1 MPaĢr═¼Ģr┤“ķ_ÜŌę║┬ō(li©ón)äėķy║═┼į═©ķyŻ¼čĖ╦┘ĮoÖz£yŲ„ę╗éĆ▌^┤¾═Ųäė┴”Ż¼═©▀^2┤╬▓┘ū„╩╣Ą├Öz£yŲ„Ū░ąą╝s10 kmĪŻį┌ŠÓļxšŠł÷10 km╠ÄŻ¼Öz£yŲ„ėų│÷¼F(xi©żn)2┤╬═ŻŪ“ĪŻ▓╔ė├šŠł÷Ę┼┐šĀ┐ę²║═Ž┬ė╬╣▄┐žŽ¹║─ŽÓĮY(ji©”)║ŽĄ─ĘĮ╩ĮŻ¼╩╣Öz£yŲ„Ēś└¹▀M═▓Ż¼┐é║─ĢrĮ³37.47 hŻ¼ŲĮŠ∙1.73 km/hĪŻ
Ż©3Ż®Öz£yŲ„▀\ąąöĄ(sh©┤)ō■(j©┤)Ęų╬÷ĪŻłD 3×ķÖz£yŲ„▀\ąą╦┘Č╚Ū·ŠĆŻ¼┐╔ęį┐┤│÷╩ūšŠų┴2#ķy╩ęģ^(q©▒)ķgÖz£yŲ„▀\ąą┤¾¾wŲĮĘĆ(w©¦n)Ż¼āHį┌ų▒╣▄Č╬╝░ÅØŅ^╬╗ų├┤µį┌═ŻŅDŻ¼┤╦Č╬Öz£yŲ„Ųż═ļ▌p╬ó─źōp¤oą╣┴„ŪķørŻ¼Ū░ĘĮļs┘|(zh©¼)▌^╔┘ĪŻ2#ķy╩ęų┴─®šŠģ^(q©▒)ķgŻ¼Öz£yŲ„▀\ąą╦┘Č╚▌^┬²Ż¼┤╦Č╬Ųż═ļ─źōp╝ėäĪįņ│╔ę╗Č©ą╣┴„╝░Öz£yŲ„Ū░ĘĮļs┘|(zh©¼)┴┐▌^ČÓįņ│╔ČÓ╠ÄķLĢrķg═ŻŪ“ĪŻ╚ńłDųą╝t╔½╝²Ņ^╦∙╩ŠŻ¼Öz£yŲ„╣▓░l(f©Ī)╔·5┤╬▌^×ķ├„’@Ą─Ą═╦┘═ŻŪ“Ż¼║¾└m(x©┤)═ŻŪ“åóäė▀^│╠Š∙┼c╣ż╦ć▓┘ū„ŽÓĘ¹ĪŻ
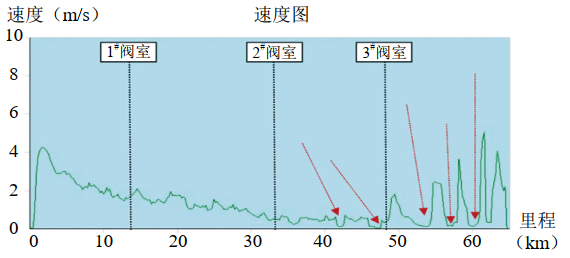
łD 3 ┬®┤┼ā╚(n©©i)Öz£yŲ„▀\ąą╦┘Č╚Ū·ŠĆłD
3 ┬®┤┼Öz£y╣╩šŽįŁę“Ęų╬÷
Ż©1Ż®ŪÕ╣▄Śl╝■▓╗ØMūŃÖz£yę¬Ū¾ĪŻļm╚╗į┌░l(f©Ī)╦═Öz£yŲ„Ū░ŪÕ│÷Ą─ļs┘|(zh©¼)ąĪė┌5 kgŻ¼ØMūŃęÄ(gu©®)ĘČę¬Ū¾Ż¼Ą½īŹļH╔Ž│ŻęÄ(gu©®)┤┼┴”õō╦óŪÕ╣▄Ų„ī”ė┌¤oā╚(n©©i)═┐īė╣▄Ą└ā╚(n©©i)▒┌Įī┘č§╗»╬’ŪÕ│÷─▄┴”ėąŽ▐Ż¼▓ó╬┤šµīŹĘ┤ė│╣▄Ą└ā╚(n©©i)▓┐ļs┘|(zh©¼)ŪķørĪŻ
Ż©2Ż®╠ņ╚╗ÜŌ▌ö┴┐ø]ėą▀_ĄĮę¬Ū¾ĪŻį┌░l(f©Ī)╦═Öz£yŲ„Ū░š{(di©żo)š¹▌ö┴┐ĢrŻ¼ų╗┐╝æ]┴╦ā╚(n©©i)Öz£yŲ„ūįųžŪķørŽ┬╦∙ąĶꬥ─└ĒŽļ▌ö┴┐Ż¼╬┤┐╝æ]ĄĮį┌Ū░Č╬ļs┘|(zh©¼)ČčĘeĪó“ī(q©▒)äėŲż═ļ─źōpć└ųžĄ─└¦ļyŪķørŽ┬╦∙ąĶꬥ─ūŅ┤¾▌ö┴┐ĪŻ
Ż©3Ż®Öz£yŲ„Ųż═ļ─═─źąį▓╗ē“[2]ĪŻ│ŻęÄ(gu©®)Š█░▒§źŲż═ļį┌ėąā╚(n©©i)═┐īė╣▄Ą└ųą─źōp┴┐ąĪŻ¼ķLŠÓļxÖz£yę▓─▄▒Ż│ų▌^║├├▄ĘŌąį║═“ī(q©▒)äė─▄┴”Ż¼Ą½į┌¤oā╚(n©©i)═┐īė╣▄Ą└┤¾┴┐Įī┘Ę█─®─źōpŽ┬Ż¼╝ėų«Öz£yŲ„▀\ąą▓╗Ģ│ŅlĘ▒åó═ŻŻ¼Ųż═ļ─źōp╝░Ų½─ź╝ėäĪŻ¼▀\ąą╦┘Č╚įĮ┬²Ż¼äė─”▓┴ŽĄöĄ(sh©┤)įĮ┤¾Ż¼Ųż═ļ─źōpįĮć└ųž[3]Ż¼╩╣Ųõį┌║¾Č╬▀\ąąųą“ī(q©▒)äė┴”▓╗ūŃĪŻłD 4×ķ┬®┤┼Öz£yŲ„Öz£yŪ░║¾Ųż═ļ─źōpŪķørĘų╬÷ĪŻ═©▀^£y┴┐Ą├ų¬Ż¼“ī(q©▒)äėŪ░Č╦Ųż═ļ─źōp┴┐15%Ż¼┤Į▀ģ║±Č╚─źōp80%Ż╗“ī(q©▒)äė║¾Č╦Ųż═ļ─źōp┴┐15%Ż¼┤Į▀ģ║±Č╚─źōp92%Ż¼Äū║§─ź═ĻĪŻ“ī(q©▒)äėõō╦ó─źōpį┌║Ž▀mĘČć·ĪŻ

łD 4 ┬®┤┼Öz£yŲ„“ī(q©▒)äėŲż═ļ─źōpŪķørĘų╬÷
Ż©4Ż®┤┼ąįŠ¦¾wĘ█─®ė░ĒæÖz£yŲ„▀\ąąĪŻ╩╣ė├¾węĢ’@╬óńRŻ©Zeiss Stemi 508Ż®ė^▓ņ║┌╔½Ę█─®║Ļė^ą╬├▓Ą╚Ż¼┐╔ęŖĘ█─®╝Ü╬óŻ¼╔┘┴┐Ę█─®łFŠ█│╔Ū“ĀŅŻ╗╩╣ė├X╔õŠĆč▄╔õāxĘų╬÷Ųõ│╔ĘųŻ¼ų„ę¬│╔Ęų×ķFe3O4Ż¼F(xi©żn)eOŻ©OHŻ®║═FeCO3Ż¼╚ńłD 5╦∙╩ŠĪŻFe3O4×ķŠ▀ėą┤┼ąįĄ─║┌╔½Š¦¾wŻ¼┬®┤┼Öz£yŲ„╚¶╚źĄ¶┬®┤┼╠ĮŅ^Š═╩Ūę╗éĆŠ▀ėą│¼ÅŖ┤┼┴”Ą─õō╦óŪÕ╣▄Ų„Ż¼į┌Ųõ▀\ąą▀^│╠ųąŻ¼ā╔é╚(c©©)õō╦óīó╣▄Ą└ā╚(n©©i)▒┌Įī┘č§╗»╬’╦óŽ┬üĒŻ¼ę╗▓┐Ęų╬³ĖĮį┌┬®┤┼╠ĮŅ^ā╔é╚(c©©)Ą─ÅŖ┤┼ĶF╔ŽŻ¼ę╗▓┐ĘųČčĘeį┌Öz£yŲ„Ū░Č╬Ż¼╩╣Ą├┬®┤┼Öz£yŲ„ąĶę¬▒╚š²│Ż0.2 MPaē║▓ŅĖ³┤¾Ą─“ī(q©▒)äė┴”ĪŻ┤┼ąįč§╗»╬’Ę█─®╝Ü╬óŻ¼ė▓Č╚Ė▀Ż¼ī”Ųż═ļĄ──źōpć└ųžĪŻ
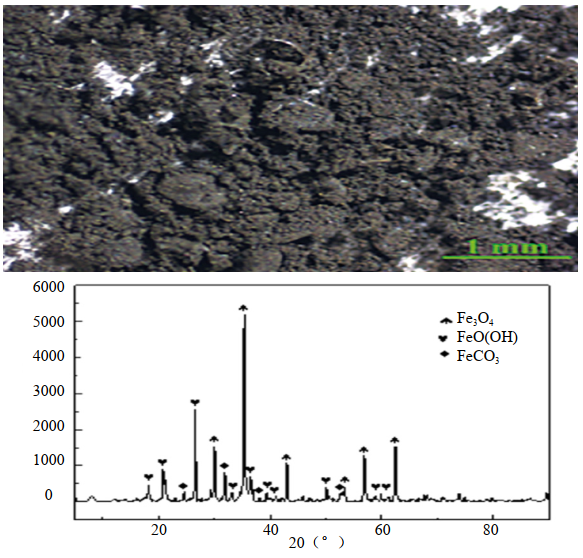
łD 5 ╣▄Ą└ā╚(n©©i)▒┌║┌╔½Ę█─®│╔ĘųĘų╬÷łD
4 ĮY(ji©”)šZ
Ż©1Ż®¤oā╚(n©©i)═┐īėĄ─╠ņ╚╗ÜŌų¦ŠĆ╣▄Ą└ā╚(n©©i)▒┌Įī┘č§╗»╬’Ą╚Ė»╬gĘ█─®▌^ČÓŻ¼│ŻęÄ(gu©®)┤┼┴”õō╦óŪÕ╣▄Ų„ļyęįėąą¦ŪÕ│²Ė╔ā¶Ż¼äš(w©┤)▒žį┌┬®┤┼Öz£yŪ░░l(f©Ī)╦═ųžą═┤┼┴”ŪÕ╣▄Ų„Ż¼▒M┐╔─▄ČÓŪÕ│²╣▄Ą└ā╚(n©©i)▒┌Ė»╬g«a(ch©Żn)╬’ĪŻ
Ż©2Ż®Į©ūhą┬Į©ąĪ┐┌ÅĮų¦ŠĆ╣▄Ą└į┌įO(sh©©)ėŗĮ©įO(sh©©)ļAČ╬▒M┐╔─▄▀xė├ėąā╚(n©©i)═┐īė╣▄▓─Ż¼Ūęæ¬(y©®ng)┐sČ╠ŪÕ╣▄šŠų«ķgĄ─ŠÓļxŻ¼ę╦į┌60 kmĪ½80 kmŻ¼╝┤╩╣░l(f©Ī)╔·Öz£yŲ„┐©Č┬═ŻŪ“╩┬╝■ę▓┐╔▀xō±═©▀^╣ż╦ćĀ┐ę²ĘĮ╩ĮīóÖz£yŲ„Ħ╚ļ╩šŪ“═▓ĪŻ
Ż©3Ż®¤oā╚(n©©i)═┐īė╣▄Ą└╦∙ė├┬®┤┼Öz£yŲ„äš(w©┤)▒ž▀xė├─═─źąį║├Ą─Ųż═ļŻ¼Ųż═ļ▀^ė»┴┐▓╗┤¾ė┌4%Ż¼Ūę▒M┐╔─▄▀xō±į┌┤¾▌ö┴┐╣żørŚl╝■Ž┬ķ_š╣Öz£yŻ¼╠ß╔²Öz£y│╔╣”┬╩Ż¼▒▄├Ō═ŻŪ“’L(f©źng)ļUĪŻ
ģó┐╝╬─½IŻ║
[1]ĻÉ╣óŻ¼┼╦┤·▓©Ż¼±śĢ¤Ż¼Ą╚.ķL▌ö╠ņ╚╗ÜŌ╣▄Ą└ā╚(n©©i)═┐īė╝╝ąg(sh©┤)╝░Ųõæ¬(y©®ng)ė├[J].╣▄Ą└╝╝ąg(sh©┤)┼cįO(sh©©)éõŻ¼2009(4)Ż║16-17.
[2]äóäéŻ¼ĻÉ└┌Ż¼Åłć°ųęŻ¼Ą╚.╣▄Ą└ŪÕ╣▄Ų„╝╝ąg(sh©┤)░l(f©Ī)š╣¼F(xi©żn)ĀŅ[J].ė═ÜŌā”▀\Ż¼2011Ż¼30(9)Ż║646-653.
[3]┤„▒¾Ż¼╠šųŠŌx.Ųż═ļ╩ĮŪÕ╣▄Ų„Ą──źōp║═ķLČ╚╠žąį蹊┐[J].╔Ž║Ż├║ÜŌŻ¼2008(2)Ż║6-8.

ū„š▀║åĮķŻ║¶öŪÓ²łŻ¼1987─Ļ╔·Ż¼2013─Ļ«ģśI(y©©)ė┌ųąć°╩»ė═┤¾īW(xu©”)Ż©╚A¢|Ż®▓─┴Ž┐ŲīW(xu©”)┼c╣ż│╠īŻśI(y©©)Ż¼╣ż│╠ĤŻ¼ų„ę¬Å─╩┬╣▄Ą└═Ļš¹ąį╣▄└Ē╣żū„ĪŻ┬ō(li©ón)ŽĄĘĮ╩ĮŻ║17790261009Ż¼luql@pipechina.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
