



ĮŌøQąĪ┐┌ÅĮ╣▄Ą└ā╚═┐īė▀B└mąįĄ─ÖCąĄ▀BĮė╝╝ąg╝░╣ż╦ć蹊┐
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2022─ĻĄ┌1Ų┌ ū„š▀Ż║äóį┬Ę╝ ═§æŚ▄Ŗ ģŪĻ¢ └Ņč┼─ą ĢrķgŻ║2022-2-9 ķåūxŻ║
äóį┬Ę╝ ═§æŚ▄Ŗ ģŪĻ¢ └Ņč┼─ą
ųąė═╣▄Ą└Ę└Ė»╣ż│╠ėąŽ▐ž¤╚╬╣½╦Š
š¬ę¬Ż║ßśī”ć°ā╚ė═╠’ąĪ┐┌ÅĮ╝»▌ö╣▄ŠĆā╚ča┐┌╩®╣ż└¦ļyĪóįņ│╔ā╚Ė»╬gć└ųžĄ─å¢Ņ}Ż¼×ķĮŌøQąĪ┐┌ÅĮ╣▄Ą└ā╚═┐īė▀B└mąįå¢Ņ}Ż¼ķ_š╣ÖCąĄ▀BĮėą┬╝╝ąg╝░ą┬╣ż╦ć蹊┐ĪŻĮķĮB┴╦ÖCąĄ▀BĮėįŁ└Ē╝░▀BĮė╝■▓─┘|▀xō±Ż¼╠ß│÷õō╣▄ŅAųŲę¬Ū¾║═ÖCąĄ▀BĮė╩®╣żę¬³cĪŻĮøį┌ė═╠’ąĪ┐┌ÅĮ╝»▌ö╣▄Ą└įć“×Č╬īŹļHæ¬ė├▓óķ_═┌“×ūCŻ¼┤_Č©╝╝ąg╝░╣ż╦ć┐╔ąąŻ¼×ķŽÓĻP╣▄Ą└Į©įO╣ż│╠æ¬ė├┤“Ž┬┴╦┴╝║├╗∙ĄAĪŻ
ĻPµIį~Ż║ąĪ┐┌ÅĮ╣▄Ą└Ż╗╣▄Ą└ā╚═┐īėŻ╗ÖCąĄ▀BĮė╝■Ż╗ÖCąĄ▀BĮė╩®╣ż
æ¬ė├Įī┘╦▄ąįūāą╬įŁ└ĒŻ¼┐╔īóĮī┘▀BĮė╝■ų„¾w┼c╣▄Ą└▒Ē├µĖ▀ÅŖČ╚ē║║ŽŻ¼īŹ¼F─═Ė▀ē║Īó┐╣š±äėĪóė└Š├ąįĄ─╝āÖCąĄ▀BĮėĪŻ▀BĮė▀^│╠ųąį÷╝ėĘ└Ė»╣ż╦ć╩╣▀BĮė║¾Ą─╣▄Ą└ā╚Ę└Ė»īėŠ▀ėą▀B└mąįŻ¼ęįį÷ÅŖā╚ča┐┌╠ÄĄ──═Ė»╬gąį─▄Ż¼Å─Č°čėķL╣▄ŠĆ╩╣ė├ē█├³ĪŻ─┐Ū░Ż¼ć°ā╚│Żė├Ą─ā╚ča┐┌ĘĮĘ©ėąŻ║ā╚ča┐┌ÖCĘ©Īóā╚ęr▒Żūo╠ūŻ©╣▄Ż®║ĖĮėĘ©Īó▓╗õPõōĮėŅ^Ę©Īó╣▄Č╦ćŖ═┐Ę└Ė»īėĘ©Ą╚ĪŻ├└ć°ė┌ 20 ╩└╝o 80 ─Ļ┤·─®čąųŲ│÷ā╔ĘNā╚ča┐┌ÖCŻ¼Ęųäe╩ŪĪ░¤ß╚█Łhč§Ę█─®¼Fł÷ā╚ča┐┌čbų├┼c╣ż╦ćĪ▒║═Ī░ūįäė═Ų▀Mūįäė▒Ē├µ╠Ä└Ē┼c═┐Ę¾ča┐┌čbų├Ī▒Ż¼Ą½ā╔š▀Č╝┤µį┌╩®╣żū„śI▓╗▒Ń╝░Ųõ╦¹╚▒Ž▌ĪŻ─┐Ū░Ż¼ć°ā╚═ŌČÓ╝ę╣½╦ŠČ╝į┌蹊┐ą┬ą═Ą─ąĪ┐┌ÅĮ╣▄Ą└ā╚ča┐┌╝╝ągŻ¼═╗ŲŲ▀@ę╗╝╝ągļyŅ}Ż¼╠Į╦„īŹ¼FąĪ┐┌ÅĮ╣▄Ą└ā╚═┐īė▀B└mąįĄ─ÖCąĄ▀BĮėą┬╝╝ąg╝░ą┬╣ż╦ćŻ¼īó×ķ╣▄Ą└Į©įO║═▀\ąą╣▄└Ē╠ß╣®ėą┴”Ą─╝╝ągų¦ō╬ĪŻ
1 ÖCąĄ▀BĮė╝╝ągĖ┼ør
1.1 ÖCąĄ▀BĮėįŁ└Ē
Ė∙ō■Įī┘┴”īW╠žąį║═Įī┘╦▄ąįūāą╬įŁ└ĒŻ¼īó▀BĮė╝■ų„¾w┼c╣▄Ą└▒Ē├µĖ▀ÅŖČ╚ē║║ŽŻ¼īŹ¼F╝āÖCąĄ▀BĮėĪŻ╩ūŽ╚Ż¼ę║ē║╣żŠ▀═Ųäė═Ō╠ū▌SŽ“Ž“Ū░öDē║Ż¼═Ō╠ūā╚ą▒├µī”▀BĮė╝■ų„¾wŽ“ā╚Łhą╬Š∙ä“öDē║Ż¼įņ│╔ų„¾wĮYśŗ╦▄ąįūāą╬Ż¼═Ō╠ūūįĘ└├ōĮYśŗ┐╔ęį▒Ż│ųų„¾wĮYśŗė└Š├▓╗╗žÅŚĪŻŲõ┤╬Ż¼ų„¾wā╚▓┐├▄ĘŌŁhŠ∙ä“ŪČ╚ļ╣▄¾wā╚▒Ē├µŻ¼═¼Ģrų„¾wā╚▒Ē├µę▓┼c╣▄¾w▒Ē├µē║Įė┘N║ŽŻ¼ūŅĮKą╬│╔─═Ė▀ē║┐╣š±äėĄ─Ė▀ÅŖČ╚╝āĮī┘▀BĮėŻ©łD 1Ż®ĪŻ
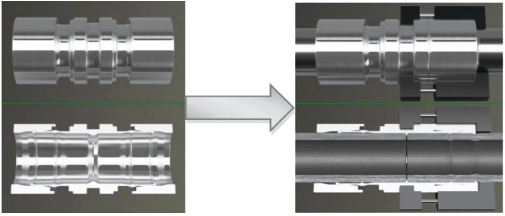
łD 1 ÖCąĄ▀BĮė▀^│╠╩ŠęŌłD
×ķĄ├ĄĮūŅāץ─ÖCąĄ▀BĮėą¦╣¹Ż¼öMīóńģ┤ųą═┼cę¦║Žą═ā╔ĘNÖCąĄ▀BĮė╝■║ŽČ■×ķę╗ā×╗»×ķ╗ņ║Žą═▀BĮė╝■Ż¼═¼Ģr▒Ż┴¶ńģ┤ųą═Ą─ę║ē║├▄ĘŌĮYśŗ║═ę¦║Žą═Ą─ā╚ŪČ╩ĮĮYśŗĪŻ╗ņ║Žą═▀BĮė╝■Ą─╠╝õō═Ō╠ū▓╗Ģ■┼c╣▄Ą└▒Š¾w░l╔·Įėė|ĪŻ
1.2 ÖCąĄ▀BĮė╝■▓─┘|▀xō±
ÖCąĄ▀BĮė╝■Ą─┐╔▀mė├▓─┘|×ķĘŪ┤Óąį▓─┘|Ż©┤Óąį▓─┘|ųĖĶTĶFĄ╚Ż®Ż¼▀x╚ĪįŁätę└ō■╣▄Ą└▓─┘|Č°Č©ĪŻ
Ż©1Ż®┼c╣▄Ą└Įėė|Ą─▀BĮė╝■ų„¾w▓─┘|┼c╣▄Ą└▓─┘|▒Ż│ų═¼ę╗Ą╚╝ē╗“Ė³Ė▀Ą╚╝ēŻ¼ęį┤_▒Ż▓─┘|ąį─▄║═Ę└Ė»ąį─▄ę¬Ū¾ĪŻ
Ż©2Ż®▀BĮė╝■ų„¾w▓─┘|ė▓Č╚║═Ųõ╦¹ģóöĄųĄąĶĖ▀ė┌╗“Ą╚ė┌╣▄Ą└▓─┘|ė▓Č╚║═Ųõ╦¹ģóöĄųĄŻ©▒Ē 1Ż®ĪŻ
▒Ē 1 ╣▄Ą└▓─┘|┼cÖCąĄ▀BĮė╝■▓─┘|▀xō±
2 ÖCąĄ▀BĮė╣ż╦ć
2.1 ╣żÅSŅAųŲõō╣▄ę¬Ū¾
Ż©1Ż®õō╣▄ā╔Č╦ā╚═Ō▒┌Ą╣ĮŪĪŻį┌ųŲ╣▄ÅSŻ©░³└©Ę└Ė»Ż®īóõō╣▄ā╔Č╦Ą─ā╚═Ō▒┌ū÷Ą╣ĮŪ╠Ä└ĒĪŻ╚ńõō╣▄▒┌║±×ķ5 mmŻ¼ā╚═Ō▒┌×ķ1 mmĄ─łAą╬Ą╣ĮŪŻ¼õō╣▄Č╦▓┐▒┌║±ėÓ 3 mmĪŻ
Ż©2Ż®õō╣▄ā╚═ŌĘ└Ė»ĪŻ░┤SY/T 0442©D2010 ĪČ õō┘|╣▄Ą└╚█ĮYŁhč§Ę█─®ā╚Ę└Ė»īė╝╝ągś╦£╩ĪĘī”õō╣▄▀Mąąā╚Ę└Ė»╩®╣żŻ©▓╗┴¶Č╦Ż®▓ó▀Mąą┘|┴┐Öz£yŻ¼Öz£y║ŽĖ±║¾░┤SY/T 0315©D2013 ĪČõō┘|╣▄Ą└╚█ĮYŁhč§Ę█─®═Ō═┐īė╝╝ągś╦£╩ĪĘ▀Mąą═ŌĘ└Ė»╩®╣ż▓ó▀Mąą┘|┴┐Öz£yĪŻ
Ż©3Ż®░▓čb╣▄Č╦▒ŻūoŲ„ĪŻī”ęčū÷║├Ę└Ė»Ą─õō╣▄ā╔Č╦Č╦┐┌░▓čb╣▄Č╦▒ŻūoŲ„Ż¼▒▄├ŌŲŲē─Č╦┐┌Ę└Ė»īėĪŻ
2.2 ÖCąĄ▀BĮė¼Fł÷╩®╣ż
Ż©1Ż®ė├╔░╝ł╗“õōĮz╦ó╩ų╣ż╚ź│²õō╣▄═ŌŅA┴¶Č╦Č╦▓┐ča┐┌╠ÄĄ─▒Ē├µĖĪõPĪŻį┌õō╣▄═ŌŅA┴¶Č╦╝░╣▄┐┌Č╦├µ╩ų╣ż═┐╦óę║¾wŁhč§═┐┴ŽŻ¼ė├▌üūėī”ÖCąĄ▀BĮė╝■Ą─ā╚▒Ē├µ═┐╦óę║¾wŁhč§═┐┴ŽĪŻ═┐╦ó║¾Š∙▓╗ąĶÖz£yŻ¼ęįūĶĖ¶Ė»╬gĮķ┘|Ą─öU╔óŻ¼Ųļpųž▒Żūoū„ė├ĪŻė├īŻė├Ą─ąĪ┐┌ÅĮõō╣▄ī”ĮėŖAŠ▀īóõō╣▄ŖAŠo╣╠Č©ĪŻ
Ż©2Ż®īóÖCąĄ▀BĮė╝■▓Õ╚ļõō╣▄Ą─ę╗Č╦Ż¼╔ŅČ╚×ķÖCąĄ▀BĮė╝■ķLČ╚Ą─ę╗░ļĪŻ▓Õ╚ļĢr▒ŻūC▓╗ōpē─õō╣▄Č╦▓┐╝░ÖCąĄ▀BĮė╝■ā╚▒┌Ą─Ę└Ė»īėĪŻ▓Õ║├║¾ė├īŻė├ŖAŠ▀ŖAŠoÖCąĄ▀BĮė╝■▀Mąąē║║ŽŻ¼ė^▓ņē║┴”▒Ē▀_ĄĮįOČ©ųĄ║¾╦╔ķ_ŖAŠ▀ĪŻīóĄ┌Č■Ė∙õō╣▄Ą─ę╗Č╦▓Õ╚ļÖCąĄ▀BĮė╝■ā╚▓┐Ż¼▒ŻūCā╔Ė∙õō╣▄Č╦▓┐ī”ĮėŠo├▄Ż¼▓╗┴¶┐pŽČĪŻ▓Õ║├║¾ė├īŻė├ŖAŠ▀ŖAŠoÖCąĄ▀BĮė╝■▀Mąąē║║ŽŻ¼ė^▓ņē║┴”▒Ē▀_ĄĮįOČ©ųĄ║¾╦╔ķ_ŖAŠ▀Ż¼═Ļ│╔ÖCąĄ▀BĮė░▓čb╩®╣żĪŻ╚ź│²▀BĮė╝■▒Ē├µĪóõō╣▄ŅA┴¶Č╦▒Ē├µĄ─╗ęēmŻ¼ė├▒¹═¬▓┴Ž┤▀BĮė╝■═Ō▒Ē├µĪŻį┌ÖCąĄ▀BĮė╝■Ą─ųą┐pĪó═Ō▒Ē├µĪóõō╣▄ŅA┴¶Č╦═Ō▒Ē├µ═┐Ė▓Ė▀£žą═š│ÅŚ¾wŻ¼▒ŻūC▒╗═┐▓┐╬╗┼cŽÓÓÅ▒Ē├µŲĮ╗¼▀^Č╔ĪŻšę£╩╬╗ų├░▓čb¤ß╩š┐s╠ūĪŻ
2.3 ÖCąĄ▀BĮė╝■ąį─▄£yįć
ÖCąĄ▀BĮė╩®╣żĮY╩°║¾Ė∙ō■CDP-G-OGP-AC-011-2013-1ĪČ┬±Ąžõō┘|╣▄Ą└š│ÅŚ¾w─zĦĘ└Ė»ča┐┌╝╝ągęÄČ©ĪĘę¬Ū¾▀MąąÖCąĄ▀BĮė╝■ąį─▄Öz£yĪŻ
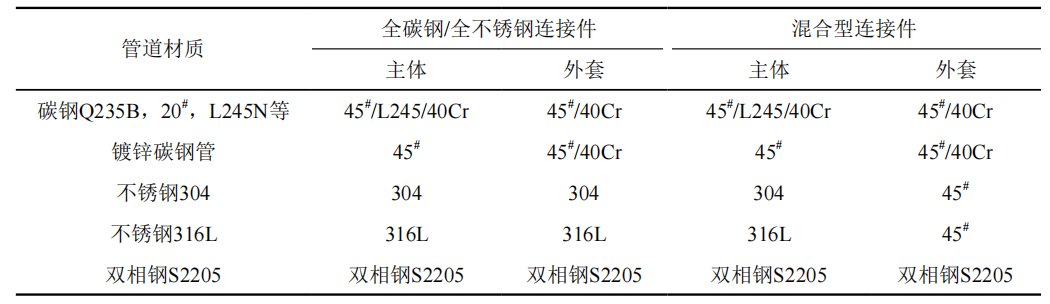
Ż©1Ż®└Ł╔ņ╝░ņo╦«ē║Īóā╚ē║įć“×ĪŻę└ō■GB/T 9711©D2017ĪČ╩»ė═╠ņ╚╗ÜŌ╣żśIŻ║╣▄ŠĆ▌ö╦═ŽĄĮyė├õō╣▄ĪĘĪóSY/T 6128©D2012ĪČ╠ū╣▄Īóė═╣▄┬▌╝yĮėŅ^ąį─▄įuārįć“×ĘĮĘ©ĪĘŻ¼▀MąąÖCąĄ▀BĮė╝■Ą─└Ł╔ņĪóņo╦«ē║Īóā╚ē║įć“ׯ¼ĮY╣¹ęŖ▒Ē 2ĪŻ
▒Ē 2 ÖCąĄ▀BĮė╝■└Ł╔ņĪóņo╦«ē║Īóā╚ē║įć“×ĮY╣¹
Ż©2Ż®╚½│▀┤ńŲŻä┌įć“×ĪŻę└ō■DNV-C203-2012ĪČ║Ż╔ŽõōĮYśŗŲŻä┌įOėŗĪĘŻ¼ÖCąĄ▀BĮė╝■╚½│▀┤ńŲŻä┌įć“×16╠ņŻ¼└█ėŗ裣h┤╬öĄ184 418┤╬Ż¼╣▄Ą└░l╔·ŲŻä┌╩¦ą¦ĪŻ
Ż©3Ż®ā╚═ŌĘ└Ė»īėÖz£yĪŻā╚Ę└Ė»īėÖz£yĒŚ─┐╝░ĮY╣¹ęŖ▒Ē 3ĪŻ
▒Ē 3 ▀BĮė╝■ā╚Ę└Ė»īėÖz£yĒŚ─┐╝░ĮY╣¹

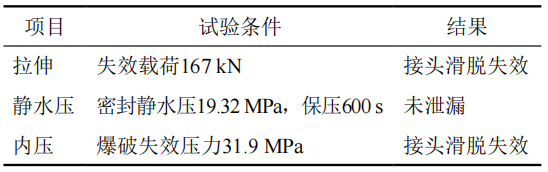
═ŌĘ└Ė»īėÖz£yę└ō■GB/T 23257©D2017ĪČ┬±Ąžõō┘|╣▄Ą└Š█ęꎮĘ└Ė»īėĪĘŻ¼Öz£yĒŚ─┐╝░ĮY╣¹ęŖ▒Ē 4ĪŻ
▒Ē 4 ▀BĮė╝■═ŌĘ└Ė»īėÖz£yĮY╣¹
3 ╣ż│╠æ¬ė├
2019─Ļ8į┬Ż¼▓╔ė├ÖCąĄ▀BĮė╣ż╦ćį┌Ļā╬„ģŪŲķLæcė═╠’─│ÅS2 kmįć“×Č╬╣▄Ą└ķ_š╣¼Fł÷╩®╣żŻ©łD 2Ż®ĪŻ╩®╣ż╣▄Ą└╣▄ÅĮ76.1 mmŻ¼▒┌║±5 mmŻ¼Ų┬┐┌ĮŪČ╚32ĪŃŻ¼▓─┘|L245NŻ╗▀BĮė╝■▓─┘|×ķ40 CrŻ¼▌ö╦═Įķ┘|£žČ╚®ü25ĪµĪ½50ĪµŻ¼▌ö╦═ē║┴”5 MPaĪŻ═ŌĘ└Ė»▓╔ė├š│ÅŚ¾w+¤ß╩š┐s╠ū═Ōūoą╬╩ĮŻ¼ī”ĮėČ╦Ņ^ė├¤o╚▄ä®ę║æBŁh觜õų¼├▄ĘŌĪŻ╩®╣ż═Ļ│╔║¾Ż¼ÖCąĄ▀BĮė╝■═©▀^¼Fł÷įćē║Öz£yŻ¼Ė„ĒŚąį─▄ųĖś╦ØMūŃę¬Ū¾ĪŻ

łD 2 įć“×╣▄Č╬ÖCąĄ▀BĮė╩®╣ż¼Fł÷
įō╣▄Ą└▀\ąą1─Ļ║¾Ż¼č¹šł┐Ų╬»Ģ■īŻ╝ęĄĮ¼Fł÷▀Mąąķ_═┌“×ūC╣żū„Ż¼├┐ķgĖ¶10Ą└┐┌ęį╔Žķ_═┌1Ą└┐┌Ż¼╣▓ķ_═┌3Ą└┐┌ĪŻ─┐£yķ_═┌Ą└┐┌Ą─═ŌĘ└Ė»īė▒Ē├µ═Ļ║├Ż¼¤oķ_┴čĪó±▐░ÖĪó╣─┼▌Īó┬NŲżĄ╚¼FŽ¾Ż¼╣▄Ą└ÖCąĄ▀BĮė╠ÄĖĮĮ³═┴╚└š²│ŻŻ¼¤o╚╬║╬┬®ė═¼FŽ¾ĪŻ┤_Č©╝╝ąg╝░╣ż╦ć┐╔ąąĪŻįōÖCąĄ▀BĮė╝╝ąg╝░╣ż╦ćį┌ķLæcė═╠’ąĪ┐┌ÅĮ╝»▌ö╣▄Ą└įć“×Č╬ųąĄ─│╔╣”æ¬ė├Ż¼×ķ║¾└m╣▄Ą└Į©įO╣ż│╠æ¬ė├┤“Ž┬┴╦┴╝║├╗∙ĄAĪŻ

ū„š▀║åĮķŻ║äóį┬Ę╝Ż¼1973─Ļ╔·Ż¼Ė▀╝ē╣ż│╠ĤŻ¼ųąė═╣▄Ą└Ę└Ė»╣ż│╠ėąŽ▐ž¤╚╬╣½╦Š┐Ųčą╦∙╦∙ķLŻ¼▒Š┐Ų«ģśIė┌┤¾æc╩»ė═īWį║Ż¼¼FÅ─╩┬╣▄Ą└Ę└Ė»╝╝ąg╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║18526365828Ż¼24188643@qq.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
