



╠ņ╚╗ÜŌ╣▄Ą└Łh║Ė┐p╩¦ą¦Ęų╬÷╝░ųąČĒ¢|ŠĆįOėŗĖ─▀M┤ļ╩®
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2022─ĻĄ┌1Ų┌ ū„š▀Ż║Åłš±ė└ ĢrķgŻ║2022-1-18 ķåūxŻ║
Åłš±ė└
ųąć°╩»ė═╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ėąŽ▐╣½╦Š
š¬ę¬Ż║ć°ā╚Ė▀õō╝ē╣▄Ą└░l╔·Ą─ČÓŲŁh║Ė┐p╩¦ą¦░Ė└²▒Ē├„Ż¼įņ│╔╩¦ą¦Ą─ų„ę¬įŁę“░³└©║Ė┐pĒgąįĄ═Īó║Ė┐pĄ═ÅŖŲź┼õĪóĖ∙▓┐┤µį┌┬®Öz╚▒Ž▌ĪóŁh║ĖĮėŅ^æ¬┴”╝»ųąęį╝░═Ō▓┐Ąž├µ╬╗ęŲ║╔▌dĄ╚ĪŻęįųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└įOėŗĮ©įO×ķ└²Ż¼ßśī”Łh║Ė┐p┘|┴┐Ż¼ć·└@Ąž×─ūRäe╝░Ę└┐žĪó╣▄▓─│╔Ęų┐žųŲĪó║ĖĮė╣ż╦ćĪó╣▄Ą└Ę¾įOęį╝░¤oōpÖz£yĄ╚ĘĮ├µū÷┴╦ßśī”ąįĄ─Ė─▀M╣żū„Ż¼╚ĪĄ├├„’@│╔ą¦ĪŻ
ĻPµIį~Ż║╠ņ╚╗ÜŌ╣▄Ą└Ż╗Łh║Ė┐p╩¦ą¦ę“╦žŻ╗╣▄Ą└įOėŗŻ╗Ė─▀M┤ļ╩®
ę╗Č╬ĢrŲ┌ęįüĒŻ¼ć°ā╚ČÓ┤╬░l╔·╠ņ╚╗ÜŌ╣▄Ą└Łh║Ė┐p╩¦ą¦╩┬╣╩ĪŻÅ─öÓ┴č╩¦ą¦ę“╦ž┐┤Ż¼│²Ąž├µ╬╗ęŲ║╔▌d═ŌŻ¼ų„ę¬░³└©║Ė┐pĒgąį▓╗▀_ś╦ĪóĖ∙▓┐╚▒Ž▌║═▓╗Ą╚▒┌║±æ¬┴”╝»ųąĄ╚ę“╦žĪŻßśī”▀@ę╗å¢Ņ}Ż¼ć°ā╚ĮM┐Śķ_š╣┴╦┤¾┴┐Łh║Ė┐p┘|┴┐Ė─▀M╠ß╔²╣żū„Ż¼╔µ╝░ĄĮ╣ż│╠įOėŗĪó╣▄▓─┐žųŲĪó║ĖĮė╣ż╦ćĪó¤oōpÖz£y║═¼Fł÷╣▄┐žĄ╚ČÓéĆĘĮ├µĪŻųąć°╩»ė═╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ėąŽ▐╣½╦Šū„×ķįOėŗå╬╬╗╚½├µģó┼c┴╦┤╦ĒŚ╣żū„Ż¼▓óīó│╔╣¹ųę╗┬õīŹĄĮųąČĒ¢|ŠĆĄ╚į┌Į©╣ż│╠įOėŗųąŻ¼├„’@╠ß╔²┴╦╣▄Ą└Ą─▒Š┘|░▓╚½╦«ŲĮĪŻ▒Š╬─║åę¬ĮķĮBįOėŗĖ─▀M┤ļ╩®║═Įø“×ū÷Ę©Ż¼×ķŲõ╦¹╣▄Ą└╣ż│╠╠ß╣®ĮĶĶbĪŻ
1 ╣▄Ą└Łh║Ė┐p╩¦ą¦░Ė└²Ęų╬÷
1.1 öĄō■ī”▒╚Ęų╬÷
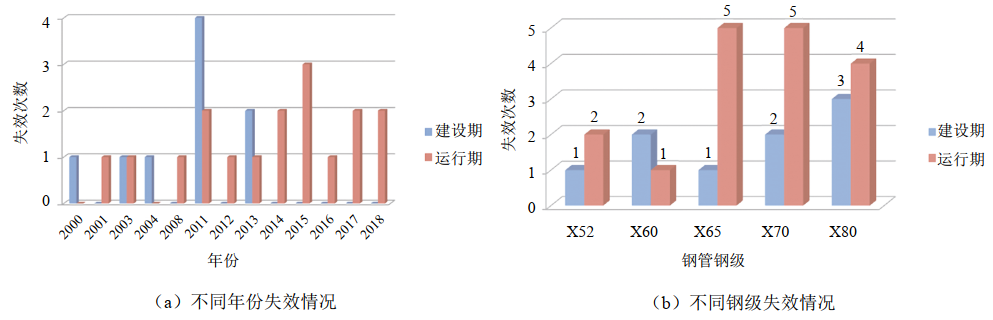
▀^╚ź20─ĻŻ¼ć°ā╚░l╔·┴╦ČÓŲ╠ņ╚╗ÜŌ╣▄Ą└Łh║Ė┐p╩¦ą¦╩┬╣╩Ż¼Į©įOŲ┌║═▀\ąąŲ┌Š∙ėąŻ¼╔µ╝░X52ų┴X80Ą╚▓╗═¼õō╝ē╣▄Ą└Ż¼ŲõųąęįX65ų┴X80õō╝ēŠėČÓŻ¼ęŖłD 1ĪŻÅ─╩¦ą¦░l╔·Ģrķg┐┤Ż¼ 2011©D2018─Ļ░l╔·▌^ČÓŻ¼Ą½ąĶę¬ųĖ│÷▀@Č╬Ģrķg╣▄Ą└Į©įO└’│╠▌^ķLŪęĖ▀õō╝ē╣▄Ą└š╝▒╚ę▓▌^Ė▀Ż¼įSČÓ╣▄Ą└į┌Į©įOŲ┌╗“═Č«a│§Ų┌Š═░l╔·┴╦Łh║Ė┐p╩¦ą¦[1]ĪŻ
1.2 ╩¦ą¦ę“╦žĘų╬÷
═©▀^ī”ć°ā╚X80╣▄Ą└╩¦ą¦░Ė└²Ęų╬÷┐╔ęį░l¼FŻ¼Łh║Ė┐pĄ─╩¦ą¦╩▄ČÓĘNę“╦žČ°ĘŪå╬ę╗ę“╦žė░ĒæĪŻĮ©įOŲ┌░l╔·Ą─Łh║Ė┐p╩¦ą¦Ż¼ų„ę¬įŁę“×ķÅŖ┴”ĮMī”Īó▓╗Ą╚▒┌║±ę²ŲĄ─æ¬┴”╝»ųąĪó║ĖĮė╚▒Ž▌║═║Ė┐pĒgąįĄ═Ż╗▀\ąąŲ┌░l╔·Ą─Łh║Ė┐p╩¦ą¦Ż¼ų„ę¬įŁę“×ķ│ą╩▄═Ō▓┐Ąž├µ╬╗ęŲ║╔▌dū„ė├Īó▓╗Ą╚▒┌║±▀BĮėę²ŲĄ─æ¬┴”╝»ųą║═║Ė┐pĒgąįĄ═Ą╚[2]ĪŻ
├└ć°ė┌2008─Ļ║═2009─Ļ▌^×ķ╝»ųąĮ©įOĄ─ę╗┼·Ė▀õō╝ē╣▄Ą└Ż©├┐─ĻĮ©įO╝s6400╣½└’Ż®Ż¼į┌┤“ē║▀^│╠ųą░l¼F┴╦╣▄▓─║═Łh║Ė┐p┘|┴┐å¢Ņ}Ż¼░³└©╣▄Ą└ē║┴”įć“×ųąĄ─╣─├øūāą╬Īóķ_┴č║═Łh║Ė┐pą╣┬®Ż¼ļS║¾į┌ę█╣▄Ą└ę▓│÷¼F┴╦Łh║Ė┐pķ_┴č╩┬╣╩ĪŻ▀@ą®╩┬╣╩įŁę“ų„ę¬░³└©Ż║Ė▀Ą═Õe▀ģĪóūā▒┌║±Īó╩®╣żųąĄ─Ą§čb║═Ž┬£ŽĪó▀BŅ^║═ĘĄą▐╩®╣ż▓╗Ę¹║Žę¬Ū¾Īó¤oōpÖz£yĮY╣¹Ų½▓ŅŻ¼ęį╝░▓╗ū±╩ž║ĖĮė╣ż╦ćę¬Ū¾Ą╚ĪŻ
2 įOėŗĖ─▀M┤ļ╩®
2.1 ╝ėÅŖĄž┘|×─║”ūRäe
į┌╣▄Ą└┐╔ąąąį蹊┐ļAČ╬Ż¼╣▄Ą└║Ļė^┬Ęė╔▒╚▀xæ¬ĮY║ŽĄž┘|×─║”īŻĒŚįuārŻ¼šōūC╣ż│╠Į©įOģ^ė“╗“ł÷Ąž▀mę╦ąįŻ¼▒M┴┐▒▄├Ō╣▄Ą└═©▀^ČÓ░lĄž×─ģ^Ż╗į┌│§▓ĮįOėŗļAČ╬Ż¼╗∙ė┌Ąž┘|×─║”īŻĒŚįuārūRäe│÷Ą─Ąž×─³cŻ¼▀Mę╗▓Įķ_š╣│§▓ĮįOėŗĄž┘|×─║”īŻŅ}╣żū„Ż¼ī”ūRäe│÷Ą─Ąž×─³cųę╗¼Fł÷Å═║╦Ż¼ī”ė┌┤_šJĄ─Ąž┘|×─║”ā׎╚š{š¹ŠĆ┬ĘėĶęį└@▒▄Ż¼ī”¤oĘ©└@▒▄Ą─æ¬▓╔╚Ī╠Äų├┤ļ╩®Ż¼▓ó░čų╬└Ē╣ż│╠┴┐╝{╚ļĖ┼╦ŃŻ╗╩®╣żłDįOėŗļAČ╬Ż¼ĮY║ŽŠĆ┬Ęįö┐▒╣żū„Ż¼▀Mę╗▓ĮūRäe螊ƥž┘|×─║”Ż¼ųž³cī”ūRäe│÷Ūę¤oĘ©└@▒▄Ą─Ąž×─³cķ_š╣īŻĒŚ┐▒£yŻ¼ę└ō■┐▒£y│╔╣¹▀MąąĄž×─įuār║═╩®╣żłDįOėŗŻ¼▓óį┌¼Fł÷╩®╣żųąĖ∙ō■īŹļHŪķør▀MąąäėæBš{š¹║══Ļ╔ŲĪŻ
2.2 ųžęĢ╣▄▓─┘|┴┐╣▄┐ž
×ķ▒ŻūC╣▄▓─Ą─¼Fł÷┐╔║ĖąįĪóīŹ¼F║ĖĮėĮėŅ^Ė▀ÅŖŲź┼õ║═▒Ńė┌īŹ╩®ūįäė║ĖŻ¼▓╔╚Ī┴╦ęįŽ┬ų„ę¬Ė─▀M┤ļ╩®Ż║ó┘ć└Ė±┐žųŲ╣▄▓─╗»īW│╔Ęų║═└õ┴č├¶ĖąŽĄöĄŻ©PcmŻ®ųĄĪŻį┌╣ż│╠įOėŗ╝╝ągęÄĖ±Ģ°║═öĄō■å╬ųąŻ¼ī”╗»īW│╔Ęų║═PcmųĄ▀Mąą┴╦ć└Ė±Ž▐ųŲŻ¼╚ńųąČĒ¢|ŠĆ╣▄Ą└ę¬Ū¾C0.07%ĪóPcm0.22%Ż¼═¼Ģrī”ųžę¬║ŽĮį¬╦žŻ¼ę▓ęÄČ©┴╦ģ^ķgĘČć·Ż╗ó┌┐sšŁõō╣▄ÅŖČ╚▓©äėģ^ķgĪŻ×ķ▒Ńė┌īŹ¼F║ĖĮėĮėŅ^Ą─Ė▀ÅŖŲź┼õŻ¼╗∙ė┌ć°ā╚╔·«a┐žųŲ╦«ŲĮŻ¼▓óģó┐╝ć°═Ō╣ż│╠ū÷Ę©Ż¼ī”╣▄▓─Ą─Ū³Ę■ÅŖČ╚║═┐╣└ŁÅŖČ╚ģ^ķg▀Mąą┴╦ć└Ė±Ž▐Č©Ż¼╚ńųąČĒ¢|ŠĆ╣▄Ą└╣ż│╠Ęųäeę¬Ū¾╣▄▓─Ū³Ę■ÅŖČ╚×ķ555 MPaĪ½675 MPaĪó┐╣└ŁÅŖČ╚×ķ625 MPaĪ½765 MPaŻ¼ŽÓ▒╚ć°╝ęś╦£╩▀Mąą┴╦▌^┤¾┐sšŁŻ╗ó█ĮĄĄ═╣▄Č╦ÖEłAČ╚ĪŻ×ķ▒Ńė┌ūįäė║Ė▓┘ū„║═ĮĄĄ═Õe▀ģī¦ų┬Ą─æ¬┴”╝»ųąŻ¼Ė∙ō■ųąČĒ¢|ŠĆ╣ż│╠ąĶŪ¾Ż¼ī”¤ßņąÅØ╣▄║═ų▒╣▄Ą─ÖEłAČ╚Ęųäeć└Ė±┐žųŲ×ķ0.5%D║═0.6%DĪŻ
2.3 ═ŲÅVæ¬ė├ūįäė║Ė╝╝ąg
╩▄ųŲė┌╦ÄąŠ╔·«a▀^│╠ųą╠Ņ│õŠ∙ä“ĘĆČ©ąį║═║ĖĮė▀^│╠═Ō▓┐ÜŌ¾w╚ļŪųĄ╚ę“╦žŻ¼ūį▒Żūo╦ÄąŠ║ĖĮz░ļūįäė║Ė║Ė┐pø_ō¶Ēgąįļx╔óąį▌^Ė▀ĪŻ×ķ╠ß╔²║ĖĮė┘|┴┐║═╩®╣żą¦┬╩Ż¼ĮĄĄ═ä┌äėÅŖČ╚Ż¼ļSų°ć°ā╚ūįäė║ĖčbéõĄ─╚šęµ│╔╩ņŻ¼Į³Ų┌ć°ā╚Ė▀õō╝ē┤¾┐┌ÅĮ╣▄Ą└Š∙╩╣ė├┴╦ūįäė║Ė╝╝ągĪŻųąČĒ¢|ŠĆ╣▄Ą└╚½ŠĆ▓╔ė├ūįäė║Ė╝╝ągŻ¼▓óį┌įOėŗ╬─╝■ųą├„┤_┴ą│÷ūįäė║Ė╝╝ągæ¬ė├Š▀¾wę¬Ū¾Ż¼ūŅĮKīŹ¼F100%ūįäė║ĖĮė╩®╣żŻ¼╚ĪĄ├┴╦Š▐┤¾╝╝ąg▀M▓Į[3]ĪŻ
2.4 ┬õīŹŁh║Ė┐pĖ▀ÅŖŲź┼õ
─┐Ū░Ż¼ć°ā╚ęčŲš▒ķšJ┐╔╣▄Ą└Łh║Ė┐p▓╔ė├Ą╚ÅŖ╗“Ė▀ÅŖŲź┼õįŁätŻ¼ųąČĒ¢|ŠĆ╣▄Ą└įOėŗ╗∙ė┌Ė▀ÅŖŲź┼õįŁät▀xė├║ĖĮė▓─┴ŽŻ¼╚ń╚½ūįäė║ĖĖ∙║Ė▓╔ė├ GB/T 8110 ER50-G╗“ER55-GĪó╠Ņ│õ╔w├µ▓╔ė├ER55-G║ĖĮė▓─┴ŽĪŻŁh║Ė┐pĄ─Ė▀ÅŖŲź┼õŽĄöĄ×ķ1.02Ī½1.23Ż¼ŲĮŠ∙ųĄ×ķ1.12Ż¼▌^║├Ąž┬õīŹ┴╦Ė▀ÅŖŲź┼õĪŻ
2.5 ā×╗»┬Ęė╔▐DŽ“ĘĮ╩Į
¤ßņąÅØ╣▄▒┌║±ę╗░Ńę¬┤¾ė┌ų▒╣▄Ż¼═¼ĢrŲõŪ·┬╩░ļÅĮ▌^ąĪŻ¼▓╗─▄ØMūŃūįäė║ĖĄ─ā╚║ĖÖC═©▀^ąĶę¬ĪŻ×ķĒś└¹īŹ╩®ūįäė║Ė┴„╦«ū„śIŻ¼£p╔┘öÓ³c║═ūā▒┌║±┐┌Ż¼į┌Å═ļs╔ĮŪĄžģ^Ė∙ō■öM▓╔ė├Ą─ūįäė║Ė╣ż╦ćąĶŪ¾ķ_š╣Æ▀ŠĆįOėŗŻ¼═¼Ģrā׎╚▓╔ė├ÅŚąįĘ¾įO║═└õÅØ╣▄ĮM║ŽīŹ¼F┤¾ĮŪČ╚ŲĮ├µ▐DŽ“Ż¼┤¾Ę∙┐s£p┴╦¤ßņąÅØ╣▄ė├┴┐ĪŻō■ĮyėŗŻ¼ęč═Ļ╣żĄ─ųąČĒ¢|ŠĆ▒▒Č╬╚½ķL716 kmŻ¼╩╣ė├¤ßÅØÅØ╣▄╝s80éĆŻ¼ŲĮŠ∙0.12éĆ/kmŻ╗ųąČĒ¢|ŠĆųąČ╬╚½ķL1100 kmŻ¼╩╣ė├¤ßÅØÅØ╣▄╝s140éĆŻ¼ŲĮŠ∙0.13éĆ/kmĪŻ
2.6 ā×╗»▓╗Ą╚▒┌║±Ų┬┐┌ą═╩Į
é„ĮyĄ╣ĮŪ╩Į▓╗Ą╚▒┌║±║Ė┐┌╚▌ęū│÷¼FęįŽ┬å¢Ņ}Ż║ó┘║ĖĮėĮYśŗ▓╗▀B└mŻ¼┤µį┌▌^┤¾Ą─æ¬┴”╝»ųąŻ╗ó┌Ė∙║Ė┐p┘|┴┐▓╗ęū┐žųŲŻ¼╚▌ęū│÷¼F║ĖĮė╚▒Ž▌Ż╗ó█═Ōą╬│▀┤ń▓╗ęÄätŻ¼¤oōpÖz£y╚▌ęū┬®ÖzĖ∙▓┐╚▒Ž▌ĪŻßśī”Ą╣ĮŪ╩ĮŲ┬┐┌┤µį┌Ą─▓╗ūŃŻ¼ķ_š╣┴╦▓╗Ą╚▒┌║±ā╚ī”²R╩®╣ż╝╝ąg蹊┐Ż¼═©▀^ī”╣▄Ą└ūįäė║Ėā╚║ĖÖCĪóæ¬┴”╝»ųąĪó¤oōpÖz£y║═Ų┬┐┌╝ė╣żĄ╚ŽĄĮy蹊┐Ż¼┤_Č©┴╦ą┬ą═ā╚┐ūÕFą═Ų┬┐┌ą═╩Į║═ŽÓĻP│▀┤ńģóöĄŻ¼▓ó╚½├µ═ŲÅVæ¬ė├ĄĮųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└║═Ųõ╦¹į┌Į©Ė▀õō╝ē┤¾┐┌ÅĮ╣▄Ą└ųąŻ¼╚ĪĄ├┴╦’@ų°ą¦╣¹[4]ĪŻ
2.7 ═Ų▀M¤oōpÖz£yą┬╝╝ągæ¬ė├
ßśī”ęį═∙╚½ūįäė│¼┬Ģ▓©Ż©AUTŻ®Öz£y│÷¼FĄ─╚▒Ž▌Öz│÷┬╩▓╗ĘĆČ©Īó╚▒Ž▌│▀┤ńŠ½Č╚▓ŅĄ╚å¢Ņ}Ż¼═©▀^┤¾┴┐╚╦åT┼Óė¢ĪóįOéõĖ─▀MĪó¤oōpÖz£y╣ż╦ćįuČ©╝░¼Fł÷╣▄└Ē╠ß╔²Ą╚╣żū„Ż¼AUTÖz£y╝╝ągęč╚ššķ│╔╩ņŻ¼▓óį┌ųąČĒ¢|ŠĆ╣▄Ą└Į©įO│§Ų┌┼c╔õŠĆŻ©RTŻ®Öz£yĮY╣¹▀Mąą┴╦┤¾┴┐ī”▒╚Ż¼“×ūC┴╦AUTÖz£yĄ─┐╔┐┐ąįĪŻ┐╝æ]ĄĮųąČĒ¢|ŠĆ╣▄Ą└╚½ūįäė║ĖĮė¤oōpÖz£yĄ─╝░Ģrąį║═ęū│÷¼F╬┤╚█║Ž╚▒Ž▌Ą─╠ž³cŻ¼▓╔ė├100%AUT+20%RTÅ═ÖzŻ¼ Öz£yĮY╣¹┐╔┐┐[5]ĪŻ
ßśī”é„Įy╩ų╣ż│¼┬Ģ▓©Ż©UTŻ®Öz£y╩▄╚╦×ķę“╦žė░Ēæ┤¾ĪóÖz£yĮY╣¹┐╔┐┐ąį▓ŅĄ─å¢Ņ}Ż¼ī”ŽÓ┐žĻć│¼┬Ģ▓©Ż©PAUTŻ®Öz£y▀Mąą┴╦┤¾┴┐įć“ׯ¼Å─įOéõĪó╚╦åT║═ł╠ąąś╦£╩╔Ž▀Mąą┴╦Ė─▀M║══Ļ╔ŲŻ¼ĘĮĘ©ę▓ęč│╔╩ņŻ¼ęč╝{╚ļSY/T 4109©D2020ĪČ╩»ė═╠ņ╚╗ÜŌõōųŲ╣▄Ą└¤oōpÖz£yĪĘŻ¼▓ó┤¾┴┐æ¬ė├ė┌ųąČĒ¢|ŠĆ╣▄Ą└─ŽČ╬║═╬„ÜŌ¢|▌ö╚²ŠĆŚŚĻ¢Ī¬Ž╔╠ęČ╬Ą╚į┌Į©╣▄Ą└╣ż│╠ųąŻ¼╚½├µ╠µ┤·┴╦UT╣ż╦ćĪŻ
3 ĮYšZ
×ķ▒ŻšŽ╠ņ╚╗ÜŌ╣▄Ą└Łh║Ė┐p┘|┴┐Ż¼ęįųąČĒ¢|ŠĆ╣▄Ą└×ķ┤·▒ĒĄ─Ė▀õō╝ē┤¾┐┌ÅĮ╠ņ╚╗ÜŌ╣▄Ą└Ż¼Å─Ąž×─Ę└ų╬Īó╣▄▓─│╔Ęų┐žųŲĪóūįäė║Ė╣ż╦ćæ¬ė├ĪóŁh║Ė┐pÅŖČ╚Ųź┼õĪó¤ßņąÅØ╣▄╩╣ė├Īó▓╗Ą╚▒┌║±╠Ä└Ēęį╝░¤oōpÖz£y╝╝ągĄ╚Ė„ĘĮ├µŠ∙ū÷┴╦Ė─▀M║═æ¬ė├╠ß╔²Ż¼╚ĪĄ├┴╦’@ų°│╔ą¦ĪŻ║¾└m╝┤īóķ_╣żĮ©įOĄ─╬„ÜŌ¢|▌ö╚²ŠĆųąąlĪ¬ŚŚĻ¢Č╬║═┤©ÜŌ¢|╦═Č■ŠĆĄ╚╣ż│╠╔Įģ^╩®╣żš╝▒╚▌^Ė▀ĪóĄž├▓Å═ļsŻ¼─┐Ū░ūįäė║Ė╝╝ąg╔ą▓╗─▄ØMūŃ▀@ą®Å═ļs╔Įģ^Ą─¼Fł÷╩®╣żąĶ꬯¼Į©ūhśIā╚▀Mę╗▓Į╝ėÅŖ╔Įģ^ūįäė║Ė╚ßąįā╚║ĖÖCĪó▌p┴┐╗»┤¾Ų┬Č╚ūįäė║Ėčbéõ╝░╣ż╦ćĄ─ŽÓĻP蹊┐Ż¼ęįīŹ¼Fūįäė║Ė╝╝ągį┌Å═ļs╔Įģ^Ą─┤¾ęÄ─Żæ¬ė├ĪŻ
ģó┐╝╬─½IŻ║
[1]┴_Į║ŃŻ¼ŚŅõhŲĮŻ¼═§ńµ.ė═ÜŌ╣▄Ą└╩¦ą¦Ņl┬╩╝░╩¦ą¦░Ė└²Ęų╬÷[J].Įī┘¤ß╠Ä└ĒŻ¼2015(40)Ż║470-474
[2]ĻÉąĪ韯¼Åłī”╝tŻ¼═§ą±.ė═ÜŌ╣▄Ą└Łh║Ė┐p├µ┼RĄ─ų„ę¬å¢Ņ}╝░æ¬ī”┤ļ╩®[J].ė═ÜŌā”▀\Ż¼2021Ż¼41(9)Ż║1072-1080.
[3]Åłš±ė└.Ė▀õō╝ē┤¾┐┌ÅĮ╠ņ╚╗ÜŌ╣▄Ą└Łh║Ė┐p░▓╚½╠ß╔²įOėŗĻPµI[J]. ė═ÜŌā”▀\Ż¼2020Ż¼37(7)Ż║740-748.
[4]ŚŅ├„Ż¼äóė±ŪõŻ¼Ė▀ń∙Ż¼Ą╚.╬„╦─ŠĆūā▒┌║±õō╣▄Łh║Ė┐pā╚Ų┬┐┌įOėŗĘĮ░Ė[J].║Ė╣▄Ż¼2021Ż¼44(3)Ż║11-16.
[5]Åłš±ė└.ųąČĒ¢|ŠĆX80õō╝ē”Ą1422 mm╣▄Ą└╣ż│╠įOėŗĻPµI╝╝ągæ¬ė├[J].║Ė╣▄Ż¼2019Ż¼42(7)Ż║1-7.

ū„š▀║åĮķŻ║Åłš±ė└Ż¼1971─Ļ╔·Ż¼Į╠╩┌╝ēĖ▀╣żŻ¼1995─Ļ«ģśIė┌ųąć°╩»ė═┤¾īWŻ©╚A¢|Ż®║ĖĮėįOéõ╝░▓─┴ŽīŻśIŻ¼¼Fų„ę¬Å─╩┬ė═ÜŌķL▌ö╣▄Ą└╣ż│╠įOėŗ║═╣▄Ą└┐╔┐┐ąį╝░═Ļš¹ąįĄ╚╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║13292615649Ż¼cppe_zhangzy@cnpc.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
