



Ė▀õō╝ēė═ÜŌ╣▄ŠĆĄ═ÅŖŲź┼õŁh║Ė┐pĄ─ŲŲē─ąą×ķ
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2021─ĻĄ┌2Ų┌ ū„š▀Ż║═§Øh┐³ äóäP īOė└▌x ╦╬├„ ĢrķgŻ║2021-4-26 ķåūxŻ║
═§Øh┐³ äóäP īOė└▌x ╦╬├„
ųąć°╠žĘNįOéõÖz£y蹊┐į║
š¬ę¬Ż║╩▄╩®╣żŚl╝■Ž▐ųŲŻ¼ė═ÜŌ╣▄ŠĆī”ĮėŁh║Ė┐p┼c╣▄ŠĆõō─Ė▓─Ą─ÅŖČ╚╝ēäe┤µį┌▓╗ŽÓŲź┼õŪķørĪŻ═©▀^įć“×┼cöĄųĄ─ŻöMĘĮĘ©Įę╩Š┴╦Ą═ÅŖŲź┼õŁh║Ė┐pĄ─ūāą╬ęÄ┬╔ĪŻĮY╣¹▒Ē├„Ą═ÅŖŲź┼õŁh║Ė┐pĢ■į┌║Ė┐pā╚▓┐ą╬│╔Ī░XĪ▒ą╬Ą─╝¶ŪąÄ¦Ż¼╝¶ŪąÄ¦Ą─īÆČ╚╝░ūŅ┤¾ųĄļS▌d║╔Ą─į÷┤¾Č°į÷╝ėŻ¼ūŅĮKčžĪ░XĪ▒ą╬╝¶ŪąÄ¦ŲŲē─ĪŻöĄųĄėŗ╦Ń▒Ē├„ī”ė┌įōĘNŲŲē──Ż╩ĮŻ¼═©▀^į÷╝ė║Ė║¾ėÓĖ▀Ą─ĘĮ╩ĮčaÅŖą¦╣¹▓╗╝čĪŻ
ĻPµIį~Ż║Ė▀õō╝ē╣▄ŠĆõōŻ╗Łh║Ė┐pŻ╗Ą═ÅŖŲź┼õŻ╗ŲŲē──Ż╩ĮŻ╗ėÓĖ▀čaÅŖ
ķL▌ö╣▄ŠĆĄ─ī”ĮėŁh║Ė┐p╩Ū╣▄ŠĆ░▓╚½▀\ąąĄ─▒Ī╚§Łh╣Øų«ę╗ĪŻūį2010─ĻęįüĒŻ¼ć°ā╚═ŌęčĮø░l╔·ČÓŲę“Łh║Ė┐p╩¦ą¦ę²░lĄ─╣▄Ą└╩┬╣╩ĪŻ├└ć°╣▄Ą└┼c╬ŻļU╬’ŲĘ░▓╚½╣▄└ĒŠųPHSMAīŻķTßśī”Łh║Ė┐p░l▓╝╣½ĖµŻ©ADB-10-03Ż®ĪŻ╩▄īŹļH╩®╣żŚl╝■Īó╩®╣żą¦┬╩╝░ĮøØ·ę“╦žŽ▐ųŲŻ¼┤µį┌┤¾┼·Ė▀õō╝ē╣▄ŠĆõōŁh║Ė┐pÅŖČ╚Ą═ė┌─Ė▓─Ą─¼FŽ¾[1]ĪŻė╚Ųõ╩ŪļSų°X100Ą╚Ė³Ė▀õō╝ē▓─┴ŽĄ─╩╣ė├Ż¼Łh║Ė┐pÅŖČ╚╚§ė┌─Ė▓─Ą─├¼Č▄īóĖ³╝ė═╗│÷[2]ĪŻ
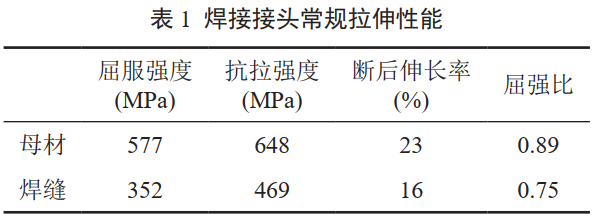
╣Pš▀ęįć°ā╚ęčĮø═Č╚ļ▀\ĀIĄ─╣▄Ą└║ĖĮėĮėŅ^×ķ蹊┐ī”Ž¾Ż¼ķ_š╣įć“×╝░ŽÓæ¬Ą─ėąŽ▐į¬─ŻöMĪŻįō╣▄ŠĆ═ŌÅĮ1016 mmŻ¼▒┌║±15.3 mmŻ¼įOėŗ▌ö╦═ē║┴”10 MPaŻ¼╣▄ŠĆ▓─┴ŽX70Ż¼Łh║Ė┐p▓╔ė├╩ų╣żļŖ╗Ī║Ė┤“ĄūĪó╦ÄąŠ║ĖĮzūį▒Żūo║Ė╠Ņ│õ╝░╔w├µĪŻ║Ė┐┌Įø╔õŠĆĪó│¼┬ĢÖz£y║ŽĖ±Ż¼įć“×▓─┴Ž▒▄ķ_Łh║Ė┐p╚▒ŪĘ╠Ä╚ĪśėĪŻ
1 įć“×蹊┐
Łh║Ė┐p▓╔ė├ČÓīėĪóČÓĄ└║ĖĮė[3]Ż¼ė╔ė┌║ĖĮėĮėŅ^Ą─▓─┴Ž│╔ĘųÅ═ļs╝░╦∙ĮøÜvĄ─¤ß▀^│╠▓╗═¼Ż¼ė╚Ųõ╩Ū║Ė┐p╝░¤ßė░Ēæģ^┼c─Ė▓─ąį─▄▓Ņ«É▌^┤¾Ż¼▓╔ė├ė▓Č╚Ļć┴ą║═└Ł╔ņįć“×ā╔ĘNĘĮĘ©£yįć║ĖĮėĮėŅ^▓╗═¼ģ^ė“Ą─▓─┴Žąį─▄ĪŻ
1.1 ė▓Č╚£yįć
▓╔ė├ė▓Č╚Ļć┴ąĘĮ╩Įī”║ĖĮėĮėŅ^▀Mąą£yįćŻ¼£y³cķgĖ¶1 mmŻ¼£y³c┐éöĄ×ķ394Ż¼ŠS╩Žė▓Č╚HV10£yįćĮY╣¹ęŖłD 1ĪŻ×ķų▒ė^š╣╩Šė▓Č╚Ęų▓╝Ż¼īóŠS╩Žė▓Č╚£y³cą╬│╔Ą─╦─▀ģą╬░╝┐ėė├▓╩╔½ĘĮēKĖ▓╔wŻ¼┤·▒Ē▓╗═¼ė▓Č╚£y┴┐ĮY╣¹ĪŻ╦{╔½┤·▒ĒĄ═ė▓Č╚ģ^ė“Ż¼įō║ĖĮėĮėŅ^Ą─ūŅĄ═ė▓Č╚×ķ155Ż¼│÷¼Fį┌║Ė┐pųąķgŻ╗╝t╔½┤·▒Ēė▓Č╚▌^Ė▀ģ^ė“Ż¼ūŅĖ▀ė▓Č╚×ķ255Ż¼│÷¼Fį┌¤ßė░Ēæģ^Ą─┤ųŠ¦ģ^ĪŻ║Ė┐pā╔é╚─Ė▓─ė▓Č╚ėą▓Ņ«ÉŻ¼ėęé╚─Ė▓─ė▓Č╚╝s×ķ230Ī½240Ż¼ū¾é╚╝s×ķ220Ī½230Ż¼ėęé╚┤¾ė┌ū¾é╚Ż¼▀@┐╔─▄┼c─Ė▓─ųŲ╣▄╣ż╦ćŽÓĻPĪŻį┌║ĖĮė¤ßė░Ēæģ^╝ÜŠ¦ģ^ĖĮĮ³┐╔ęŖ▄ø╗»ģ^Ż¼Ųõė▓Č╚×ķ170Ī½200ĪŻ║Ė┐p╩Ūš¹éĆ║ĖĮėĮėŅ^ūŅ▄øĄ─ģ^ė“Ż¼ČÓöĄė▓Č╚Įķė┌160Ī½180ĪŻ║Ė┐pĄ─Ą═ė▓Č╚ę╗ĘĮ├µ┼c╦∙▀x║Ė▓─│╔ĘųėąĻPŻ╗┴Ēę╗ĘĮ├µ┼c▀xė├Ą─║ĖĮė╣ż╦ćŽÓĻPŻ¼ČÓĄ└║ĖĮėųąŻ¼║¾ę╗║ĖĄ└ŽÓ«öė┌ī”Ū░ę╗║ĖĄ└▀Mąą╗ž╗Ż¼║Ė┐p▓─┴Žį┌Įø╩▄ČÓ┤╬╗ž╗║¾ė▓Č╚ĮĄĄ═Ż¼║Ė┐pųą▓┐╝░┐┐Į³┤“Ąū║ĖĄ─▓┐Ęųģ^ė“Ųõė▓Č╚Ą═ė┌╔w├µ║Ėė▓Č╚ĪŻ
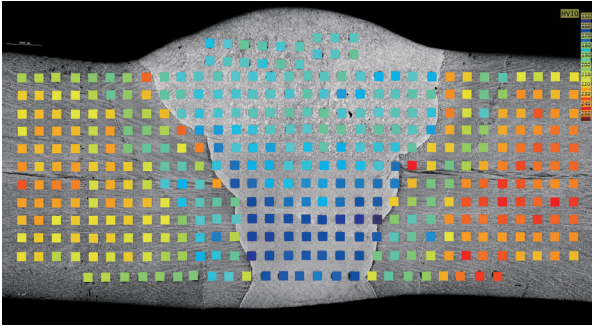
łD 1 ║ĖĮėĮėŅ^Ą─ė▓Č╚Ęų▓╝(HV10)
1.2 └Ł╔ņ£yįć
Įø“×▒Ē├„Ż¼▓─┴Žė▓Č╚┼c▓─┴ŽÅŖČ╚ŽÓĻPŻ¼×ķ▀Mę╗▓Į▒╚▌^Łh║Ė┐p┼c─Ė▓─Ū³Ę■ÅŖČ╚Īó┐╣└ŁÅŖČ╚Ą─▓ŅäeŻ¼ķ_š╣Łh║Ė┐p└Ł╔ņįć“×ĪŻĘųäe╚Ī║Ė┐p▓─┴Ž║═─Ė▓─Ż¼╩▄║Ė┐p▓─┴Ž│▀┤ńŽ▐ųŲīóŲõ╝ė╣ż×ķų▒ÅĮ5 mmĄ─░¶ĀŅįćśėŻ¼─Ė▓─╝ė╣ż×ķų▒ÅĮ10 mmĄ─░¶ĀŅįćśėĪŻ└Ł╔ņįć“×ĮY╣¹ęŖ▒Ē 1ĪółD 2Ż¼║Ė┐p▓─┴ŽĄ─Ū³Ę■ÅŖČ╚Īó┐╣└ŁÅŖČ╚ęį╝░öÓ║¾╔ņķL┬╩Š∙Ą═ė┌─Ė▓─Ż¼į┌╣▄ŠĆš¹¾w╩▄▌SŽ“┴”ĢrŻ¼║Ė┐pīóŽ╚ė┌─Ė▓─Ū³Ę■Ż¼▀MČ°ī¦ų┬╣▄ŠĆūāą╬ĪŻ

łD 2 ║Ė┐p╝░─Ė▓─Ą─└Ł╔ņŪ·ŠĆ
ė▓Č╚£yįć┼c└Ł╔ņįć“×ĮY╣¹Š∙▒Ē├„║Ė┐pÅŖČ╚Ą═ė┌─Ė▓─ĪŻ«ö╣▄ŠĆ│ą╩▄▌^┤¾▌SŽ“▌d║╔ū„ė├ĢrŻ¼║Ė┐pŽ╚ė┌─Ė▓─Ū³Ę■▓óį┌║Ė┐pģ^░l╔·ĒgąįŲŲē─ĪŻ×ķ“×ūCįō═Ų£yŻ¼└¹ė├öĄūųłDŽ±ŽÓĻP╝╝ągŻ©DICŻ®£y┴┐║Ė┐pģ^æ¬ūāł÷Ęų▓╝ĪŻ
1.3 DIC└Ł╔ņ£yįć
Łh║Ė┐pĄ─▌d║╔▀^│╠ė╔─Ė▓─║═║Ė┐p╣▓═¼ģó┼cŻ¼īó║ĖĮėĮėŅ^╝ė╣ż│╔░Õą╬└Ł╔ņįćśėŻ¼║Ė┐p╠Äė┌įćśėųą▓┐Ż¼░Õą╬įćśė║±Č╚×ķįŁ╩╝║±Č╚Ż¼īÆ×ķ1.5▒ČįŁ╩╝║±Č╚Ż¼║Ė┐p╝░─Ė▓─ā╚═Ō▒Ē├µŠ∙×ķįŁ╩╝ą╬├▓ĪŻ║ĖĮėĮėŅ^Ą─ŲŲē─ą╬├▓ęŖłD 3Ż¼ŲŲē─ą╬╩Į×ķčž║Ė┐p▓─┴ŽĄ─╝¶ŪąŲŲē─Ż¼įć“×£yĄ├ŲõŲŲē─ÅŖČ╚×ķ601 MPaŻ¼┤¾ė┌║Ė┐p▓─┴ŽĄ─┐╣└ŁÅŖČ╚Č°ąĪė┌─Ė▓─Ą─┐╣└ŁÅŖČ╚ĪŻ
└Ł╔ņįć“×▀^│╠ųą└¹ė├öĄūųłDŽ±ŽÓĻP╝╝ągŻ©DICŻ®£y┴┐║Ė┐p╝░─Ė▓─Ą─æ¬ūāł÷Ęų▓╝ĪŻ╝┤ė├öĄūųŽÓÖCęį╣╠Č©ĢrķgķgĖ¶½@╚Īįćśė▒Ē├µöĄūųłDŽ±Ż¼įōłDŽ±öyĦ┴╦įćśėĄ─ūāą╬ą┼ŽóŻ¼═©▀^ėŗ╦ŃÖC╠Ä└ĒöĄūųłDŽ±ęį½@Ą├įćśė▒Ē├µĄ─æ¬ūāł÷Ęų▓╝ĪŻ×ķĘĮ▒Ńėŗ╦ŃÖCī”öĄūųłDŽ±Ą─╠žš„ūRäeŻ¼ąĶę¬į┌įćśėé╚├µćŖŲ߯©łD 3Ż®ĪŻ

łD 3 Ą═ÅŖŲź┼õ║ĖĮėĮėŅ^Ą─╩¦ą¦ŲŲē─ą╬├▓
DIC£yįćĮY╣¹ęŖłD 4Ż¼ė╔ė┌║Ė┐p▓─┴ŽĄ─Ū³Ę■ÅŖČ╚Ą═ė┌─Ė▓─Īó║ĖĮė▀^│╠ųąą╬│╔Ą─║Ėų║╠ÄÄū║╬▓╗▀B└mŻ¼ī¦ų┬║ĖĮėĮėŅ^į┌└Ł╔ņ▀^│╠ųą║Ė┐pūŅŽ╚Ū³Ę■Ż¼╦▄ąįæ¬ūāį┌║Ė┐pųą▓óĘŪŲĮŠ∙Ęų▓╝Ż¼Č°╩Ū╝»ųąė┌╠žČ©ģ^ė“ĪŻ

łD 4 DIC£yįć┼cėąŽ▐į¬FEA─ŻöMĮY╣¹
╦▄ąįæ¬ūā╝»ųąģ^ė“│╩¼FĪ░XĪ▒ą╬Ż¼╩Ūā╚▒┌Īó═Ō▒┌║Ėų║Į╗▓µ▀BĮėĪŻ║Ėų║╬╗ų├ė╔ė┌Äū║╬▓╗▀B└mŻ¼į┌ÅŚąįūāą╬▀^│╠ųą║Ėų║æ¬┴”╦«ŲĮĖ▀ė┌ŲĮŠ∙└Łæ¬┴”Ż¼į┌║Ėų║╬╗ų├ūŅŽ╚Ū³Ę■Ż¼ķ_╩╝╦▄ąįūāą╬ĪŻų«║¾╦▄ąįģ^čž║Ėų║▀BŠĆöUš╣Ż¼š¹¾w│╩¼FĪ░XĪ▒ą╬ĪŻļSų°║ĖĮėĮėŅ^╦∙╩▄└Ł┴”į÷┤¾Ż¼Xģ^ė“ā╚æ¬ūāį÷┤¾Ż¼ų▒ų┴ūŅĮKŲŲē─ĪŻ║ĖĮėĮėŅ^Ą─ūŅĮKöÓ├µė╔Ī░XĪ▒ą╬Ą─▓┐Ęųģ^ė“ĮM│╔Ż¼ūŅĮKą╬│╔Ī░/Ī▒ą╬öÓ┐┌╗“š▀Ī░VĪ▒ą╬öÓ┐┌Ż¼łD 3╦∙╩ŠöÓ┐┌╝┤×ķĪ░/Ī▒ą╬öÓ┐┌ĪŻ
2 ėąŽ▐į¬─ŻöM
└¹ė├ėąŽ▐į¬Į©┴ó║ĖĮėĮėŅ^─Żą═ĪŻ║÷┬į¤ßė░Ēæģ^▓─┴Žąį─▄Ą─ūā╗»Ż¼ėąŽ▐į¬─Żą═ė╔║Ė┐p║═─Ė▓─ā╔▓┐Ęų▓─┴Žśŗ│╔ĪŻ▓─┴Ž─Żą═▓╔ė├ŠĆąįÅŖ╗»─Żą═Ż¼▓─┴ŽŪ³Ę■ÅŖČ╚┼c┐╣└ŁÅŖČ╚▀x╚ĪęŖ▒Ē 1Ż¼łD 4Ż©bŻ®╩Ū║ĖĮėĮėŅ^╩▄500 MPa═Ō▓┐▌d║╔ĢrŻ¼ėąŽ▐į¬ėŗ╦Ń╦∙Ą├Ą─æ¬ūāł÷Ęų▓╝Ż©Ą╚▒┌║±Ż®ĪŻ
ī”▒╚łD 4┐╔ęį┐┤│÷Ż¼įć“×┼c─ŻöMėŗ╦Ńā╔š▀Š∙│╩¼F│÷ŅÉ╦ŲĄ─ūāą╬ą╬├▓ĪŻ║ĖĮėĮėŅ^į┌╩▄└Ł╔ņ▌d║╔Ą─ū„ė├Ģr╦∙«a╔·Ą─╦▄ąįæ¬ūāų„ę¬╝»ųąį┌Ī░XĪ▒ą╬ģ^ė“ā╚ĪŻįć“×║ĖĮėĮėŅ^ė╔ė┌║ĖĮė╦∙Ą├▓─┴Ž▓╗Š∙ä“╗“š▀Äū║╬ą╬├▓▓Ņ«ÉŻ¼╦∙Ą├Ą─æ¬ūā╝»ųąģ^ė“Ī░XĪ▒ą╬ī”ĘQąį▓╗╝░─ŻöMėŗ╦ŃĮY╣¹ĪŻ
ėąŽ▐į¬─ŻöMĮY╣¹┼cDICįć“×ĮY╣¹Š∙▒Ē├„╦▄ąįūāą╬╝»ųąį┌Ī░XĪ▒ą╬ģ^ė“ā╚Ż¼æ¬ūā╝»ųąģ^ė“┼c║Ė┐p║Ė║¾ėÓĖ▀¤oųž║Ž▓┐ĘųĪŻ└¹ė├ėąŽ▐į¬─ŻöM║ĖĮė╦∙ą╬│╔Ą─▓╗═¼║Ė║¾ėÓĖ▀ī”æ¬ūā┤¾ąĪ╝░Ęų▓╝Ą─ė░ĒæęŖłD 5Ż¼ 2.5 mm║Ė║¾ėÓĖ▀║ĖĮėĮėŅ^Ą─æ¬ūā╠žš„┼c4.0 mm║Ė║¾ėÓĖ▀║ĖĮėĮėŅ^Ą─æ¬ūā╠žš„ŽÓ╦ŲŻ¼Š∙×ķĪ░XĪ▒ą╬Ęų▓╝Ż¼║Ė║¾ėÓĖ▀╦∙į÷╝ėĄ─▓┐Ęų▓─┴Žī”æ¬ūāĘų▓╝Ą─ą╬æB║═æ¬ūāĘų▓╝Ą─Į^ī”ųĄė░Ēæ▌^ąĪĪŻ

łD 5 ║Ė║¾ėÓĖ▀Ą─ė░ĒæĮY╣¹Ż©ūā▒┌║±Ż®
3 ĮYšō
═©▀^ī”Ą═ÅŖŲź┼õŁh║Ė┐p║ĖĮėĮėŅ^Ą─įć“×蹊┐┼cėąŽ▐į¬─ŻöMŻ¼▒Ē├„╣▄ŠĆŁh║Ė┐p╩▄▌SŽ“▌d║╔ū„ė├ĢrŻ¼╦▄ąįæ¬ūā▓óĘŪŠ∙ä“Ęų▓╝į┌║Ė┐pā╚Ż¼Č°╩Ū╝»ųąį┌Ī░XĪ▒ą╬ģ^ė“ā╚ĪŻį┌▀@ĘN▌d║╔Śl╝■Ž┬Ż¼═©▀^į÷╝ė║Ė║¾ėÓĖ▀ęįÅøča║Ė┐p▓─┴ŽĄ─ÅŖČ╚ätą¦╣¹▓╗╝čĪŻ
ģó┐╝╬─½IŻ║
[1]║╬╚╩č¾. æ¬Ė▀Č╚ųžęĢė═ÜŌ╣▄Ą└Łh║Ė┐p┘|┴┐╣▄┐ž╝░ļ[╗╝┼┼▓ķ[J]. ╣▄Ą└▒ŻūoŻ¼2018(5)Ż║4-7.
[2]╚╬┐ĪĮ▄Ż¼±RąlõhŻ¼╗▌╬─ĘfŻ¼┴_Į║ŃŻ¼═§ńµŻ¼±RŪ’śsŻ¼╗¶┤║ė┬. Ė▀õō╝ē╣▄Ą└Łh║Ė┐pöÓ┴čąą×ķ蹊┐¼FĀŅ╝░╠Įėæ[J]. ╩»ė═╣ż│╠Į©įOŻ¼2019Ż¼45(01)Ż║1-5.
[3]╦Õė└└“.ć°«aX80╣▄ŠĆõō║ĖĮė╝╝ąg蹊┐[D].╠ņĮ“┤¾īWŻ¼2008.
ų¦│ųĒŚ─┐Ż║ć°╝ęųž³cčą░lėŗäØĪ░Ąõą═▓─┴Ž║═║ĖĮėĮėŅ^Ą─Ė▀£žōpé¹ÖC└Ē╝░įńŲ┌į\öÓĻPµI╝╝ąg蹊┐Ī▒Ż©2016YFC0801901Ż®ĪŻ

ū„š▀║åĮķŻ║═§Øh┐³Ż¼1982─Ļ╔·Ż¼▓®╩┐Ż¼Ė▀╝ē╣ż│╠ĤŻ¼ų„ę¬čąŠ┐ĘĮŽ“×ķ▓─┴Žąį─▄Ą─╬óōp£yįć┼cįuār╝╝ągĪó╩¦ą¦Ęų╬÷ĪŻ┬ōŽĄĘĮ╩ĮŻ║13811800029Ż¼dearwhk@foxmail.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
