



╔Įģ^╣▄Ą└Bą═╠ū═▓╚½ūįäė║Ėą▐Å═īŹ█`
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2021─ĻĄ┌5Ų┌ ū„š▀Ż║╠Ų└┌ ═§Ģį├„ ĢrķgŻ║2021-10-9 ķåūxŻ║
╠Ų└┌ ═§Ģį├„
ć°╝ę╣▄ŠW╝»łF╬„─Ž╣▄Ą└└ź├„ŠSōīą▐Ęų╣½╦Š
š¬ę¬Ż║ßśī”é„Įyõō┘|Bą═╠ū═▓╩ų╣ż║ĖĮėą▐Å═ą¦┬╩Ą═Īó┘|┴┐▓╗┐╔┐žĪó║Ė╣ż┼Óė¢ų▄Ų┌ķLĄ╚å¢Ņ}Ż¼ķ_š╣┴╦╔Įģ^╣▄Ą└Bą═╠ū═▓╚½ūįäė║Ėą▐Å═蹊┐ĪŻĘų╬÷┴╦─│╔Įģ^╣▄Ą└Bą═╠ū═▓╚½ūįäė║Ė╣ż╦ć▀xō±Ż¼ĮķĮB┴╦Ąõą═╔Įģ^╣▄Ą└Bą═╠ū═▓ą▐Å═ū„śIīŹ█`Ż¼▓óī”Bą═╠ū═▓╚½ūįäė║Ė╣ż╦ćæ¬ė├╠ß│÷┴╦Į©ūhĪŻ
ĻPµIį~Ż║Bą═╠ū═▓Ż╗╚½ūįäė║ĖŻ╗╔Įģ^╣▄Ą└
õō┘|Bą═╠ū═▓ą▐Å═ū„×ķę╗ĘNė═ÜŌ╣▄Ą└ė└Š├ąįą▐Å═┤ļ╩®Ż¼æ¬ė├įĮüĒįĮÅVĘ║ĪŻ│ŻęÄBą═╠ū═▓▓╔ė├╩ų╣ż║ĖĮėĘĮ╩ĮŻ¼┤µį┌║ĖĮė╣żū„┴┐┤¾Īó║ĖĮė┘|┴┐╩▄║Ė╣ż╝╝ąg╦«ŲĮė░ĒæĪó║Ė╣ż┼ÓBų▄Ų┌ķLĄ╚╚▒³cĪŻ╚½ūįäė║Ė╝╝ągŠ▀ėą║ĖĮėą¦┬╩Ė▀Īó║ĖĮė┘|┴┐┐╔┐žąįĖ▀Īó║Ė╣ż╩ņŠÜšŲ╬šų▄Ų┌Č╠Ą╚ā׳c[1]Ż¼Ą½ī”║ĖĮėŲ┬┐┌ę¬Ū¾Ė▀Īóī”ŁhŠ│’L╦┘رČ╚├¶ĖąĪó¤ß▌ö╚ļ┴┐┤¾Īóī”┤┼├¶ĖąĪŻ╚ń║╬īó╚½ūįäė║ĖĮė╝╝ągæ¬ė├ė┌Bą═╠ū═▓Ą─║ĖĮėŻ¼▒Š╬─ęį─│╔Įģ^╣▄Ą└Bą═╠ū═▓╚½ūįäė║Ė┐╝æ]ę“╦ž╝░Ųõ╣ż╦ć▀xō±Ą─æ¬ė├×ķ└²Ż¼╠ß│÷ŽÓĻPĮ©ūh┤ļ╩®ĪŻ
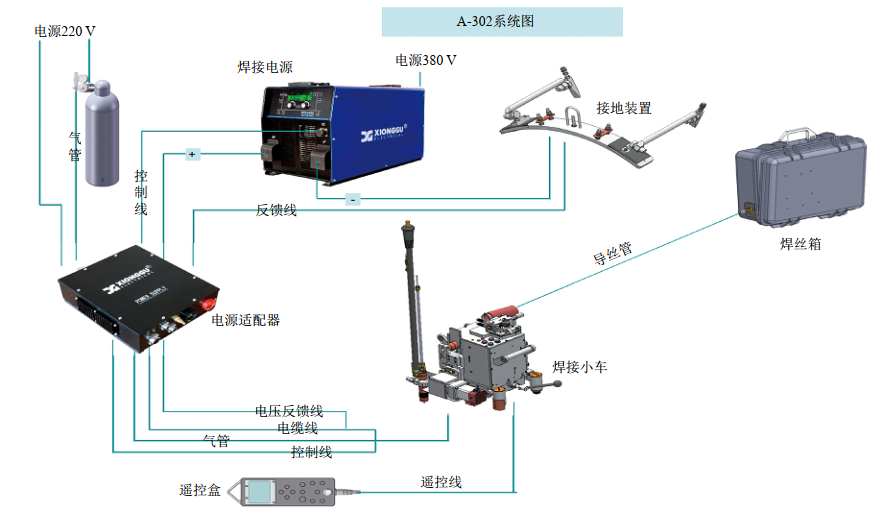
1 ╔Įģ^╣▄Ą└Bą═╠ū═▓╚½ūįäė║Ėė░Ēæę“╦ž
╚½ūįäė║ĖĮėŽĄĮyė╔║ĖĮėļŖį┤Īó╗ņ║ŽÜŌ¾wŻ©80%Ar+20%CO2Ż®═©▀^ļŖį┤▀m┼õŲ„Įo║ĖĮėąĪ▄ć╣®ĮoļŖį┤║═ÜŌ¾wŻ¼ė╔║ĖĮzŽõų▒ĮėŽ“║ĖĮėąĪ▄ć╣®Įo║ĖĮzŻ¼║ĖĮėąĪ▄ćį┌▄ēĄ└╔Ž░┤šš│╠ą“▀Mąą║ĖĮėäėū„Ż¼╚ńłD 1╦∙╩ŠĪŻ
łD 1 ╚½ūįäė║ĖĮėŽĄĮy╩ŠęŌłD
1.1 Ų┬Č╚Ą─ė░Ēæ
╔Įģ^╣▄Ą└ī”╚½ūįäė║ĖĄ─ūŅ┤¾ė░Ēæ╩Ū╣▄Ą└Ų┬Č╚Ģ■ė░Ēæ╚█│žĪŻ╔ĮĄž╣▄Ą└õüįOŲ┬Č╚▌^Ųõ╦¹Ąžģ^ūā╗»Ė³┤¾Ż¼┐╔ė╔0ĪŃĄĮ90ĪŃŻ¼ī”ė┌║ĖĮėĄ─ė░Ēæų„ę¬╩Ū╩▄ųž┴”ė░ĒæŻ¼╚█Ę¾Įī┘Ģ■Ų½Ž“╣▄Ą└╬╗ų├Ą═Ą─ĄžĘĮŻ¼╚█│žŲ½ļxČ°įņ│╔╚┌║Ž▓╗║├Ż¼╚▌ęūī¦ų┬╬╗ų├Ė▀╠ÄŲ┬┐┌╬┤╚█║Ž [2]ĪŻ
1.2 Ų┬┐┌Ą─ė░Ēæ
╚½ūįäė║Ė▌^╩ų╣ż║ĖĮėī”Ų┬┐┌Ą─▀mæ¬ąį▓╗ūŃŻ¼Ųõ▀mę╦ė┌ÖCąĄ╝ė╣ż┐┌Ą─║ĖĮėŻ¼ī”╝ÜąĪŖA┐pĪó┤“Ąū║ĖĮėĄ╚▓╗ęÄät╬╗ų├Ą─▀mæ¬ąį▌^▓ŅĪŻõō┘|Bą═╠ū═▓║Ė┐pėąÖMŽ“ī”Įė║Ė┐p╝░ŁhŽ“ĮŪ║Ė┐pā╔ĘNĪŻÖMŽ“ī”Įė║Ė┐pā╔éĆŲ┬┐┌├µ×ķÖCąĄ╝ė╣ż┐┌Ż¼▌^×ķŲĮš¹Ż¼▀m║Ž╚½ūįäė║Ė▀\ė├Ż¼Ą½╩Ūį┌ÖMŽ“ī”Įė║Ė┐p┤“Ąū╠ÄĪó─®Č╦▓╗ęÄätŻ¼▓╗▀mę╦╚½ūįäė║Ė║ĖĮėĪŻŁhŽ“ĮŪ║Ė┐pĄ─Ų┬┐┌├µ╝░╣▄Ą└═Ō▒┌Š∙▌^×ķŲĮš¹Ż¼▀m║Ž╚½ūįäė║Ėæ¬ė├Ż¼Ą½╩Ūį┌═Ļ│╔ē|īė║ĖĮė║¾Ż¼į┌╣▄Ą└═Ō▒┌╝░õō┘|Bą═╠ū═▓ķgŻ¼ą╬│╔╝ÜąĪŖA┐pŻ¼╩╣ė├╚½ūįäė║Ė▓┘ū„▌^×ķ└¦ļyŻ¼╚▌ęū«a╔·╬┤║Ė═Ė╚▒Ž▌ĪŻ
1.3 ŁhŠ│Ą─ė░Ēæ
ŁhŠ│ī”╚½ūįäė║ĖĄ─ė░Ēæų„ę¬╩Ū’LĪóرČ╚║═£žČ╚ĪŻ╚½ūįäė║ĖĮė╩Ūę╗ĘNĦ▄ēĄ└Ą─ÜŌ▒Żūo║ĖĮėĘĮ╩ĮŻ¼«ö║ĖĮė┐šķgā╚’L╦┘┤¾ė┌2 m/sĢrŻ¼╚▌ęū│÷¼F├▄╝»ÜŌ┐ūĪŻę“ŁhŠ│رČ╚┤¾Ż¼┤µį┌Ą─╦«Ęų╚▌ęūįņ│╔║Ė┐pķ_┴čĪŻ
1.4 ┤┼¤ßĄ─ė░Ēæ
╣▄Ą└┤┼ąįĪó║ĖĮė¤ßė░Ēæ╚½ūįäė║Ė║ĖĮė┘|┴┐ĪŻė═ÜŌķL▌ö╣▄Ą└Įø│Żķ_š╣┬®┤┼Öz£yŻ¼Öz£y═Ļ│╔║¾╣▄Ą└┤┼ąį▌^ÅŖĪŻ╣▄Ą└┤┼ąįī”║ĖĮėĄ─ė░Ēæ╩Ū═©▀^ī”╚█Ę¾Įī┘┤┼╬³┤┼┼┼│Ōū„ė├┴”Å─Č°ė░Ēæ╚█Ę¾ą¦╣¹ĪŻ┤┼ąį▌^ÅŖĢr╚▌ęūįņ│╔īėķg╬┤╚█║Ž╚▒Ž▌ĪŻ║ĖĮė¤ßī”║Ė┐p┘|┴┐Ą─ė░Ēæę╗ĘĮ├µ╩ŪĖ▀£ž╚█Ę¾Įī┘ė÷ĄĮ▒∙└õ╣▄Ą└Ģ■ėą┤Ó└õū„ė├ė░Ēæ║Ė┐pĮī┘ąį─▄Ż¼┴Ēę╗ĘĮ├µ╩Ū╚½ūįäė║Ė▌ö│÷¤ß▌^┤¾Ż¼║Ė┐p║═╣▄Ą└╣▄▒┌ķg£žČ╚╠▌Č╚▌^┤¾Ż¼║Ė┐pĮM┐Śąį─▄ģ^äe▌^┤¾Ż¼į┌║Ėų║╬╗ų├╚▌ęū«a╔·┴č╝yĪŻ
2 ╔Įģ^╣▄Ą└Bą═╠ū═▓╚½ūįäė║Ė┘|┴┐┐žųŲ┤ļ╩®
2.1 ║ĖĮė╣ż╦ćĄ─▀xō±
ė╔ė┌╔Įģ^╣▄Ą└Ų┬Č╚ūā╗»┤¾Ż¼å╬╝āĄ─2GŻ©ÖM║Ė╬╗Ż®Īó5GŻ©╣▄╦«ŲĮ╣╠Č©Ż®▓╗─▄ØMūŃ╔Įģ^╣▄Ą└Ą─║ĖĮėę¬Ū¾ĪŻÖMŽ“ī”Įė║Ė┐p▓╔╚Ī5GŻ©╣▄╦«ŲĮ╣╠Č©Ż®+6GŻ©45ĪŃāAą▒Ż®Ą─║ĖĮė╬╗ų├ĪŻŁhŽ“ĮŪ║Ė┐p▓╔╚Ī6GŻ©45ĪŃāAą▒Ż®Ą─║ĖĮė╬╗ų├ĪŻ║Ė╣żę▓┐╝æ]6GŻ©45ĪŃāAą▒Ż®ÜŌ▒Żūoūįäė║ĖĪŻ
Bą═╠ū═▓║ĖĮė▓╔ė├Ī░╩ų╣ż║ĖĮė+╚½ūįäė║ĖĮėĪ▒─Ż╩ĮĪŻį┌ÖMŽ“ĮŪ║Ė┐pĄ─Ė∙║ĖĪóŁhŽ“ĮŪ║Ė┐pĄ─ĘŌ║Ė╬╗ų├▓╔╚Ī╩ų╣ż║ĖĮėĘĮ╩ĮŻ¼Ųõ╦¹Š∙▓╔ė├╚½ūįäė║ĖĮėŻ¼╝╚─▄╝µŅÖ┘|┴┐ę▓─▄╠ßĖ▀║ĖĮėą¦┬╩ĪŻ═¼ĢrŻ¼į┌ÖMŽ“ī”Įė║Ė┐p─®Č╦╩╣ė├ę²╗Ī░ÕĪó┤“Ąū╬╗ų├ē|įOĮī┘ē|▓─Ż¼╝╚─▄Ę└ų╣į┌╣▄Ą└─Ė▓─╔Žę²╗ĪŻ¼ę▓╩╣ÖM║Ė┐p─®Č╦║ĖĮėį┌ę²╗Ī░Õ╔ŽŻ¼ūŅ║¾ĖŅĄ¶Ż¼▀Mę╗▓Į▒ŻūC║ĖĮė┘|┴┐ĪŻ
╚½ūįäė║ĖĮė╣ż╦ć▓╔╚ĪÜŌ▒Żūo╦ÄąŠ║ĖĮėą╬╩ĮŻ¼▒ŻūoÜŌ▓╔ė├80%Ar+20%CO2Ą─╗ņ║ŽÜŌĪŻ
2.2 ŁhŠ│ė░ĒæĄ─┐žųŲ
ŁhŠ│┐žųŲųĖś╦Ż║£žČ╚┤¾ė┌╗“Ą╚ė┌5 ĪµŻ¼Ø±Č╚ąĪė┌Ą╚ė┌90%RHŻ¼’L╦┘į┌╩ų╣ż║ĖŻ©SMAWŻ®ĢrąĪė┌Ą╚ė┌5 m/sĪóūįäė║ĖŻ©FCAWŻ®ĢrąĪė┌Ą╚ė┌2 m/sĪŻį┌رČ╚▓╗ØMūŃę¬Ū¾╗“š▀╣▄Ą└Īóõō┘|Bą═╠ū═▓▒Ē├µėą╦«Ų¹ĢrŻ¼ąĶę¬ė├╗čµ╗“Ėąæ¬╝ė¤ßĄ╚ĘĮ╩Į╚ź│²╦«Ų¹ĪŻ╚½ūįäė║Ėī”’L├¶ĖąŻ¼ąĶę¬┤ŅįOĘ└’L┼’Ż¼ę▓ąĶūóęŌĘ└’L┼’Ą─┼┼’L╔╚╬╗ų├╝░╣”┬╩▓╗Ģ■ę²ŲÅŖ┴ęÜŌ¾wī”┴„Ż¼Å─Č°ė░Ēæ║ĖĮėĪŻ
2.3 ┤┼ąįŽ¹│²║═¤ß┐žųŲ
ī”ė┌╣▄Ą└┤┼ąįŽ¹│²Ż¼╩ūŽ╚ąĶę¬ĻPķ]╣▄Ą└ā╔é╚Ą─ĻÄ▒ŻśČŻ¼╚╗║¾└¹ė├Ž¹┤┼ÖC▀MąąŽ¹┤┼ĪŻŽ¹┤┼ĢrŻ¼Ž╚└¹ė├Į╗┴„─Ż╩Įī”╣▄Ą└┤┼ąį▀MąąŽ¹£pŻ¼╚ń╚įėąÜłėÓ┤┼ł÷ät╩╣ė├ų▒┴„ĘĮ╩ĮĮ©┴óī”ø_┤┼ł÷ĪŻąĶę¬ūóęŌčž╣▄Ą└ų▄Ž“Ą─▓╗═¼ĘĮŽ“▓╗═¼┤¾ąĪĄ─┤┼ł÷Ż¼┤_▒Ż┤┼ł÷Ž¹│²ĄĮ┐╔Įė╩▄ĘČć·Ż¼▒▄├Ōę“┤┼Ų½┤Ąę²Ų║ĖĮė«a╔·╬┤╚█║ŽĄ╚┘|┴┐å¢Ņ}ĪŻ
╣▄Ą└Ą─¤ß┐žųŲų„ę¬╩ŪŅA¤ßĪóīėķg£žČ╚┐žųŲĪó║Ė║¾▒Ż£ž╚²éĆĘĮ├µĪŻÖMŽ“ī”Įė║Ė┐pŅA¤ß£žČ╚┤¾ė┌Ą╚ė┌60 ĪµĪóŁhŽ“ĮŪ║Ė┐pŅA¤ß£žČ╚┤¾ė┌Ą╚ė┌30 ĪµŻ¼┐╔▓╔ė├╗čµ╝ė¤ßĪóļŖ╝ė¤ßĪóĖąæ¬╝ė¤ßĄ─ĘĮ╩ĮŻ¼į┌Śl╝■į╩įSĄ─ŪķørŽ┬ŅA¤ß£žČ╚ęį┤¾ė┌80 Īµ×ķę╦ĪŻĖ∙ō■ć°ā╚īŻśIÖCśŗ蹊┐▒Ē├„Ż¼║Ė┐pį┌║Ė║¾¤ß▒Ż£ž£žČ╚┤¾ė┌600 ĪµĢr║ĖĮėÜłėÓæ¬┴”╗∙▒ŠĮĄ×ķ┴ŃŻ¼║Ė║¾▒Ż£ž£žČ╚į┌250 ĪµĄĮ350 ĪµĢr║ĖĮėÜłėÓæ¬┴”ĮĄĄ═▌^┐ņŻ¼Ė∙ō■╣▄Ą└╩▄¤ß║¾┴”īWĀŅør╝░─┐Ū░╝ė¤ßįOéõŚl╝■Ż¼ėąŚl╝■Ą─ŪķørŽ┬Į©ūh║Ė║¾▒Ż£ž£žČ╚▒Ż│ųį┌250 ĪµĄĮ350 Īµų«ķgŻ¼▒Ż£žĢrķg▓╗Ą═ė┌1ąĪĢrĪŻ
3 æ¬ė├░Ė└²
2021─Ļ6į┬Ż¼ī”─│╔Įģ^╣▄Ą└ķ_š╣õō┘|Bą═╠ū═▓ą▐Å═╚½ūįäė║Ėū„śIŻ©łD 2Ż®ĪŻ┤²ą▐Å═╣▄Ą└╣▄ÅĮ1016 mmŻ¼▓─┘|X80õōŻ¼įOėŗē║┴”10 MPaŻ¼▒┌║±×ķ12.8/15.3 mmŻ¼╣▄Ą└õüįOŲ┬Č╚37ĪŃĪŻõō┘|Bą═╠ū═▓▓─┘|Q345RŻ¼ķLČ╚350 mmŻ¼║±Č╚36 mmĪŻę└ō■GB/T 28055©D2011ĪČõō┘|╣▄Ą└ĘŌČ┬╝╝ągęÄ│╠ĪĘėŗ╦ŃĦē║║ĖĮėē║┴”į┌5.57 MPaęįŽ┬Ż¼▓╗ąĶę¬ĮĄē║▀\ąąĪŻ║ĖĮėĢr▀\ąąē║┴”×ķ4.49 MPaĪŻ

łD 2 ╔Įģ^╣▄Ą└õō┘|Bą═╠ū═▓ą▐Å═¼Fł÷
║ĖŪ░░┤šš║Ėįu╩╣ė├╗čµ▀MąąŅA¤ßŻ¼£žČ╚▓╗Ą═ė┌80 ĪµĪŻ║Ė║¾╩╣ė├ųąŅl╝ė¤ßŲ„▀Mąą▒Ż£žŻ¼īŹļH£y┴┐▒Ż£ž£žČ╚×ķ296 ĪµŻ¼▒Ż│ų2ąĪĢrĻPķ]ųąŅl╝ė¤ßŲ„ŠÅ└õų┴╩ę£žĪŻÖM║Ė┐pĪóŁh║Ė┐pĖ∙║ĖŠ∙▓╔ė├ļp▒ŻūoŻ©80%Ar+20%CO2Ż®E91T1-M21A6-K2-H2║ĖĮz║═”Ą4.0 mmĪóE8045-P2║ĖŚlŻ¼ŲõųąÖMŽ“ī”Įė║Ė┐pĖ∙║Ė╝░ŁhŽ“ĮŪ║Ė┐pĘŌ║Ė▓╔ė├E8045-P2║ĖŚl╩ų╣żļŖ╗Ī║Ė║ĖĮėĪŻ¼Fł÷ŁhŠ│ŽÓī”رČ╚Ą═ė┌90%Ż¼╚½ūįäė║Ė║ĖĮėĢrŻ¼║ĖĮė╬╗ų├┤ŅįOĘ└’L┼’Ż¼’L╦┘ąĪė┌2 m/sĪŻÖMŽ“ī”Įė║Ė┐p║ĖĮė═Ļ│╔║¾▀Mąą┤┼Ę█ĪóØB═ĖĪó│¼┬Ģ▓©╠Įé¹Ż¼Öz£yĮY╣¹║ŽĖ±ĪŻŁhŽ“ĮŪ║Ė┐p║ĖĮė═Ļ│╔║¾▀Mąą┤┼Ę█ĪóØB═ĖĪóŽÓ┐žĻćÖz£yŻ¼Öz£yĮY╣¹║ŽĖ±ĪŻ
4 ĮYšō
ŠC╔Ž╦∙╩÷Ż¼į┌╔Įģ^╣▄Ą└õō┘|Bą═╠ū═▓ą▐Å═ū„śIųąŻ¼└¹ė├Ī░╩ų╣ż+╚½ūįäėĪ▒║ĖĮė─Ż╩ĮŻ¼┐╔ęį░lō]╚½ūįäė║ĖĄ─ā×ä▌Ż¼ę▓▒▄├Ō╚½ūįäė║ĖĄ─▓╗ūŃĪŻ┐žųŲ║ĖĮė£žČ╚ĪóرČ╚Īó’L╦┘Ą╚ę¬╦žŻ¼ī”╣▄Ą└┤┼ąįĪó║ĖĮėŅA¤ß║¾¤ßĄ╚ę¬╦ž▀MąąŽ¹£pŻ¼─▄░lō]╚½ūįäė║ĖĖ▀ą¦Ė▀┘|Ą─╠ž³cĪŻ
ģó┐╝╬─½IŻ║
[1]└Ņą┬韯¼ĻÉ└¹ą┬Ż¼┐ūĄ┬ä┘. ╩ų╣żĖ∙║Ė+╚½ūįäė║Ė╩®╣ż╠Į╦„[J]. ║ĖĮė╝╝ągŻ¼2016Ż©09Ż®Ż║156-157.
[2]Åł┴┴. │¼┤¾┐┌ÅĮ╣▄Ą└╚½ūįäė║Ė╚▒Ž▌«a╔·įŁę“╝░ŅAĘ└[J]. ╩»ė═╝╝ĤŻ¼2019Ż©04Ż®Ż║51-53.

ū„š▀║åĮķŻ║╠Ų└┌Ż¼1986─Ļ╔·Ż¼╣ż│╠ĤŻ¼╬„─Ž╣▄Ą└ŠSōīą▐Ęų╣½╦Š╝╝ąg╣▄└Ē┐Ų┐ŲķLŻ¼2013─Ļ┤T╩┐«ģśIė┌╦─┤©┤¾īW╗»╣ż▀^│╠ÖCąĄīŻśIŻ¼¼Fų„ę¬Å─╩┬ė═ÜŌ╣▄Ą└ŠSōīą▐ĘĮŽ“Ą─蹊┐╣żū„ĪŻ┬ōŽĄĘĮ╩ĮŻ║18087118335Ż¼ tanglei@pipechina.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
