



╝ė─├┤¾X70õō╣▄Ą└Į©įO(sh©©)Ų┌Łh(hu©ón)║Ė┐p┴č╝y«a(ch©Żn)╔·įŁę“╝░▀\ąąī”▓▀
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘ2021─ĻĄ┌5Ų┌ ū„š▀Ż║ÅłÅŖ ŚŅė±ĘÕ ŠÄūg ĢrķgŻ║2021-10-12 ķåūxŻ║

Enbridge╣½╦ŠLSr╣▄Ą└Į©ė┌2008─ĻŻ¼╣▄ÅĮ508 mmŻ¼ś╦ĘQ▒┌║±6.4 mm Ż¼į┌╝ė─├┤¾Š│ā╚(n©©i)ĘųäeĘ¾įO(sh©©)X70õō╣▄Ą└278 km║═X80õō╣▄Ą└10 kmĪŻõō╣▄Š∙ė╔╝ė─├┤¾Evraz Inc.╠ß╣®Ż¼▓╔ė├ļŖūĶ║ĖŻ©ERWŻ®╣ż╦ćųŲįņĪŻ
1 Łh(hu©ón)║Ė┐p┴č╝yįu╣└Ūķør
LSr╣▄Ą└Į©įO(sh©©)Ų┌ķgć└Ė±ū±╩žCSA Z662©D07Ą┌7.11ŚlŁh(hu©ón)║Ė┐p¤oōpÖz£yę¬Ū¾Ż¼▀Mąą┴╦100%╔õŠĆÖz£yŻ¼▓óī”Ųõųą58%Ą─Łh(hu©ón)║Ė┐pū„┴╦čė▀t¤oōpÖz£yŻ¼ųž³c╩ŪČ¼╝Š┤¾’L║═ć└║«╠ņÜŌŚl╝■Ž┬╩®╣żū„śI(y©©)Ą─Łh(hu©ón)║Ė┐pŻ¼╣▓Öz£y│÷21Ą└║¼┴č╝yŁh(hu©ón)║Ė┐pĪŻ
Įø(j©®ng)CC Technologies╣½╦Šī”╔Ž╩÷║¼┴č╝yŁh(hu©ón)║Ė┐pķ_š╣╣ż│╠┼RĮńįu╣└Ż¼┤_Č©║¼┴č╝yŁh(hu©ón)║Ė┐pĄ─╩ŻėÓē█├³×ķ17─ĻĪŻō■(j©┤)┤╦Ż¼Enbridge╣½╦ŠšJ×ķŻ¼╣▄Ą└ęč│╔╣”═©▀^ÅŖČ╚£yįć║═├▄ĘŌįć“ׯ¼┤µį┌Ą─┼RĮńŁh(hu©ón)║Ė┐p╚▒Ž▌▓╗Ģ■ī”╣▄Ą└═Ļš¹ąįśŗ(g©░u)│╔ų▒Įė═■├{Ż¼Č©Ų┌▓╔ė├│ŻęÄ(gu©®)┬®┤┼ā╚(n©©i)Öz£yŻ©MFLŻ®┐╔│õĘų▒O(ji©Īn)£y┴č╝yöUš╣ŪķørŻ¼ęį┤_▒Ż╣▄Ą└╩╝ĮK▒Ż│ų═Ļš¹Ą─ĀŅæB(t©żi)ĪŻ
×ķ┴╦▀Mę╗▓Į┴╦ĮŌ╣▄Ą└║¼┴č╝yŁh(hu©ón)║Ė┐pĄ─░▓╚½ĀŅæB(t©żi)Ż¼Enbridge╣½╦ŠėųŲĖšłLudwig╣½╦Š▀x╚Ī15Ą└║¼┴č╝yŁh(hu©ón)║Ė┐pķ_š╣╣ż│╠┼RĮńįu╣└Ż¼ų„ę¬ā╚(n©©i)╚▌░³└©Ż║╩╣ė├CorLAS™▄ø╝■ėŗ╦Ń15Ą└║¼┴č╝yŁh(hu©ón)║Ė┐pĄ─╩¦ą¦ē║┴”Ż¼ėŗ╦Ń┼c├┐╠Ä┴č╝yŽÓĻP(gu©Īn)Ą─┼RĮń┴č╝y╔ŅČ╚Ż¼ęį┤_Č©┴č╝y╩¦ą¦ą╬╩Į╩Ūą╣┬®▀Ć╩ŪöÓ┴čŻ╗▓╔ė├2ĘN▓╗═¼Ą─ĘĮĘ©┤_Č©15Ą└║¼┴č╝yŁh(hu©ón)║Ė┐pĄ─╩ŻėÓŲŻä┌ē█├³Ż║ó┘╚ĪEnbridge L13╣▄Ą└Ż©┐╔┤·▒ĒLSr╣▄Ą└Ą─ŅA(y©┤)Ų┌▀\ąąŚl╝■Ż®ē║┴”öĄ(sh©┤)ō■(j©┤)Į³╦ŲųĄŻ╗ó┌ė├ L13╣▄Ą└īŹļHē║┴”öĄ(sh©┤)ō■(j©┤)ĪŻ╚ń╣¹įu╣└ĮY(ji©”)╣¹▒Ē├„L13╣▄Ą└Ą─Łh(hu©ón)║Ė┐p┴č╝y│▀┤ń┼c15Ą└Łh(hu©ón)║Ė┐p┴č╝yĄ─│▀┤ńŽÓ╦ŲŻ¼ŲõŅA(y©┤)Ų┌ŲŻä┌ē║┴”┤¾ė┌163ŻźMOPŻ¼▓óŪę╩ŻėÓŲŻä┌ē█├³│¼▀^17─ĻŻ¼ätšJ×ķŻ¼LSr╣▄Ą└┤µį┌Ą─Łh(hu©ón)║Ė┐p┴č╝y▓╗Ģ■ī”╣▄Ą└Ą─═Ļš¹ąįįņ│╔ų▒Įė═■├{ĪŻ
2 Łh(hu©ón)║Ė┐p┴č╝y│╔ę“Ęų╬÷
ģR┐é├┐Ą└║¼┴č╝yŁh(hu©ón)║Ė┐pĄ─ŽÓĻP(gu©Īn)ą┼ŽóŻ¼ų„ę¬░³└©Ż║║Ė┐pŠÄ╠¢ĪóśČ╠¢Ż¼╔Žė╬║═Ž┬ė╬õō╣▄ŠÄ╠¢║═Āt╠¢Ż¼║Ė┐p═Ļ│╔╚šŲ┌║═ĢrķgŻ¼ė├ė┌═Ļ│╔║ĖĮėĄ─ī”┐┌ŖAŠ▀ŅÉą═Ż¼¤oōpÖz£y═Ļ│╔╚šŲ┌Ż¼║Ė┐p═Ļ│╔║¾Ą─▀\ąąĢrķgŻ¼░l(f©Ī)¼F(xi©żn)┴č╝yĢr╣▄Ą└╩Ūʱ╚į┬Č│÷Ąž├µ╗“ęčč┌┬±Ż¼║ĖĮėĢrĄ─╠ņÜŌĀŅørĪŻ
Įø(j©®ng)Ludwig╣½╦Šī”15Ą└║¼┴č╝yŁh(hu©ón)║Ė┐p▀MąąĮŽÓĮM┐Śįu╣└Ż¼┤_Č©Ą─┴č╝y│╔ę“ÖC└Ē░³└©ęįŽ┬ų„ę¬ę“╦žĪŻ
Ż©1Ż®ŅA(y©┤)¤ß▓╗ūŃ║═īėķg£žČ╚▓╗▀_ś╦ĪŻ║Ė┐pųąÜõöU╔ó╦┘┬╩║▄┤¾│╠Č╚╔Ž╚ĪøQė┌£žČ╚ĪŻį┌┐ņ╦┘▀B└m(x©┤)╚▄Ę¾║ĖĄ└ĢrŻ¼║¾└m(x©┤)═©Ą└«a(ch©Żn)╔·Ą─¤ß┴┐į╩įSŽ╚Ū░║ĖĄ└ųąĄ─Üõ─▄öU╔óķ_▓óę▌│÷║Ė┐p▒Ē├µĪŻ╚ń╣¹║Ė┐p┐ņ╦┘└õģsĄĮ▌^Ą═Łh(hu©ón)Š│£žČ╚Ż¼ęč▀M╚ļ║Ė┐pĄ─Üõ║▄╚▌ęū▒╗▓Č½@Č°Š█╝»į┌║Ė┐pųąĪŻ
Ż©2Ż®║Ė┐┌│ą╩▄┴╦Ė▀æ¬(y©®ng)ūāĪŻŁh(hu©ón)║Ė┐p╩®╣żŲ┌ķgĄ─╣▄Ą└æ¬(y©®ng)┴”═©│Ż▒╗šJČ©×ķÜõų┬ķ_┴čĄ─ųžę¬ų┬ę“ę“╦žĪŻš²│Ż║ĖĮė╩®╣żŲ┌ķgŻ¼╠¦Ų╣▄ĮėŅ^ĢrŻ¼║Ė┐p╠Äė┌░ļ═Ļ│╔ĀŅæB(t©żi)Ż¼┼cõō╣▄ŽÓ▒╚Š▀ėąĖ³ąĪĄ─ÖMĮž├µŻ¼╠ß╔²║╔▌dų„ę¬╝»ųąį┌║ĖĮėģ^(q©▒)ė“ĪŻ╣▄Ą└ī”┐┌┐╔─▄ī¦ų┬▌d║╔╝»ųąė┌║ĖĮėģ^(q©▒)ė“ĪŻ╣▄Ą└╗ž╠Ņę²ŲĄ─│┴ĮĄĢ■«a(ch©Żn)╔·ĖĮ╝ėæ¬(y©®ng)┴”Ż¼Łh(hu©ón)║Ė┐p┤µį┌Ą─Õe▀ģ║═▓╗▀B└m(x©┤)Ą─ĮY(ji©”)śŗ(g©░u)Ą╚ę▓┐╔─▄Ģ■įņ│╔║Ė┐pģ^(q©▒)Ą─æ¬(y©®ng)┴”╝»ųąĪŻ
3 Łh(hu©ón)║Ė┐pčė▀tÜõų┬┴č╝y┐╔─▄ąį
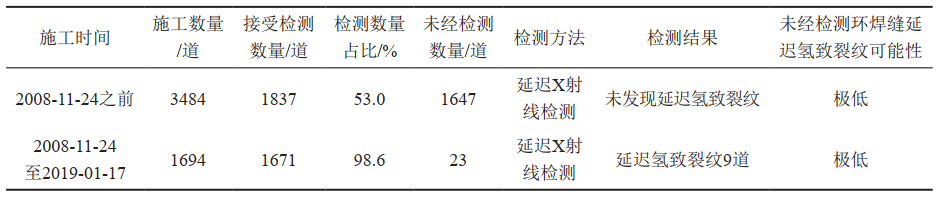
LSr╣▄Ą└Ą┌9ś╦Č╬Łh(hu©ón)║Ė┐p╩®╣żĢrķgĪóÖz£yŪķør╝░čė▀tÜõų┬┴č╝y┐╔─▄ąįęŖ▒Ē 1Ż¼Ą┌11ś╦Č╬ŽÓĻP(gu©Īn)ŪķøręŖ▒Ē 2ĪŻ
▒Ē 1 Ą┌9ś╦Č╬Łh(hu©ón)║Ė┐pčė▀tÜõų┬┴č╝y┐╔─▄ąįįu╣└

▒Ē 2 Ą┌11ś╦Č╬Łh(hu©ón)║Ė┐pčė▀tÜõų┬┴č╝y┐╔─▄ąįįu╣└
Ė∙ō■(j©┤)▒Ē 1Īó▒Ē2įu╣└ĮY(ji©”)╣¹Ż¼šJ×ķLSr╣▄Ą└Łh(hu©ón)║Ė┐p┤µį┌čė▀tÜõų┬┴č╝yĄ─┐╔─▄ąįśOĄ═ĪŻ
4 Ė▀õō╝ē╣▄Ą└Łh(hu©ón)║Ė┐p┼┼▓ķĮ©ūh
Ż©1Ż®▀Mę╗▓Į═Ļ╔Ų║ĖĮė╣ż╦ćįuČ©ĪŻųŲČ©║ĖĮė╣ż╦ćęÄ(gu©®)│╠æ¬(y©®ng)┐╝æ]▓╗═¼Łh(hu©ón)Š│ę“╦žī”║ĖĮė┘|(zh©¼)┴┐Ą─ė░ĒæŻ¼ķ_š╣ŅA(y©┤)¤ß£žČ╚Īó║ĖĄ└īėöĄ(sh©┤)Īó┤¾’L║═ć└║«╠ņÜŌĄ╚ę“╦žĄ─š²Į╗īŹ“ׯ¼ęÄ(gu©®)Č©▓╗═¼Śl╝■Ž┬├┐éĆ║Ė╣ż┐╔═Ļ│╔Ą─║ĖĄ└öĄ(sh©┤)┴┐Ż¼×ķĄ┌╚²ĘĮ▒O(ji©Īn)└Ēū„śI(y©©)╠ß╣®│õĘųĄ─ę└ō■(j©┤)ĪŻ
Ż©2Ż®╝ėÅŖöĄ(sh©┤)ō■(j©┤)Įy(t©»ng)ėŗĘų╬÷╣żū„ĪŻŲĖšłīŻśI(y©©)║ĖĮė╝╝ąg(sh©┤)蹊┐å╬╬╗║═öĄ(sh©┤)ō■(j©┤)Ęų╬÷╣½╦ŠŻ¼Å─║Ė┐p╩®╣ż╚šŲ┌ĪóÜv╩ĘÜŌ║“Śl╝■Īó─ĻČ╚═Ļ│╔║Ė┐┌öĄ(sh©┤)┴┐Ą╚ČÓę“╦žĘų╬÷║ĖĮė┘|(zh©¼)┴┐Ż¼├„┤_ųž³cĻP(gu©Īn)ūóī”Ž¾ĪŻ
Ż©3Ż®╝░Ģrķ_š╣╣ż│╠┼RĮńįu╣└ĪŻī”ęčĖŅ│²Ą─║¼┴č╝yŁh(hu©ón)║Ė┐p▀Mąąįu╣└Ż¼ŅA(y©┤)╣└ŽÓĻP(gu©Īn)╩¦ą¦æ¬(y©®ng)┴”Īó╩¦ą¦ą╬╩ĮŻ©ą╣┬®╗“öÓ┴诮║═╩ŻėÓŲŻä┌ē█├³Ż¼×ķ║¾└m(x©┤)║¼┴č╝yŁh(hu©ón)║Ė┐pĄ─’LļU╣▄┐ž┤ļ╩®╠ß╣®ę└ō■(j©┤)ĪŻ
Ż©4Ż®ķ_š╣į┌ę█╣▄Ą└Łh(hu©ón)║Ė┐p╚▒Ž▌ūRäeĘĮʩ蹊┐ĪŻ═©▀^ČÓę“╦žĘų╬÷Ż¼įu╣└ūŅėą┐╔─▄┤µį┌╬Ż║”ąįŁh(hu©ón)║Ė┐p╚▒Ž▌Ą─╬╗ų├Ż¼▀Mę╗▓Į┤_Č©Łh(hu©ón)║Ė┐p┘|(zh©¼)┴┐┼┼▓ķĄ─ĘČć·Ż¼╠ßĖ▀╣żū„ą¦┬╩ĪŻ
Ż©5Ż®▓╔ė├ČÓ▌å┤╬Ż©┐sČ╠ā╚(n©©i)Öz£yų▄Ų┌Ż®ĪóČÓŅÉą═Ż©┬®┤┼Īó│¼┬ĢĪó£u┴„Ą╚ĮM║ŽŻ®╣▄Ą└ā╚(n©©i)Öz£y▓▀┬įŻ¼▒O(ji©Īn)£y╣▄Ą└Łh(hu©ón)║Ė┐p╚▒Ž▌Ą─öUš╣ŪķørŻ¼╝░ĢrūRäe╬Ż║”ąįŁh(hu©ón)║Ė┐p╚▒Ž▌ĪŻ
Ż©▒Š╬─ė╔┤„┬ō(li©ón)ļp┼c▒▒ĘĮ╣▄Ą└╣½╦Š┐Ų╝╝蹊┐ųąą─ÅłÅŖĪóŚŅė±ĘÕ┬ō(li©ón)║ŽŠÄūgŻ¼ūgūįŻ║Enbridge Light Sour (lsr) Pipeline Project Engineering Report Regarding Girth Weld Cracking and Longitudinal Seam Weld failures. Enbridge Pipelines Inc. February 4Ż¼2009Ż®
┤„┬ō(li©ón)ļpŻ¼▓®╩┐Ż¼ 1983─Ļ╔·Ż¼¼F(xi©żn)Š═┬Üė┌ć°╝ę╩»ė═╠ņ╚╗ÜŌ╣▄ŠW(w©Żng)╝»łFėąŽ▐╣½╦ŠŻ¼ūóāį░▓╚½╣ż│╠ĤĪóČ■╝ē░▓╚½įuārĤĪó╣▄Ą└Öz“×ĤĪŻžōž¤ŠÄīæ┴╦ĪČė═ÜŌ╣▄Ą└░▓╚½Ę└ūoęÄ(gu©®)ĘČĪĘŻ¼ģó┼cŲ▓▌╣½░▓▓┐ś╦£╩ĪČ╩»ė═╠ņ╚╗ÜŌ╣▄Ą└ŽĄĮy(t©»ng)ų╬░▓’LļUĄ╚╝ē║═░▓╚½Ę└ĘČę¬Ū¾ĪĘĪóć°╝ęś╦£╩ ĪČė═ÜŌ▌ö╦═╣▄Ą└═Ļš¹ąį╣▄└ĒęÄ(gu©®)ĘČĪĘĄ╚ČÓĒŚś╦£╩ĪŻį┌ć°ā╚(n©©i)═ŌŲ┌┐»Ž╚║¾░l(f©Ī)▒Ēšō╬─öĄ(sh©┤)╩«Ų¬Ż¼ģó┼cŠÄų°┴╦ĪČ╣▄Ą└═Ļš¹ąį╣▄└Ē╝╝ąg(sh©┤)ĪĘĪČė═ÜŌ╣▄Ą└╩┬╣╩åó╩ŠõøĪĘĪČė═ÜŌ╣▄Ą└ŪÕ╣▄╝╝ąg(sh©┤)┼cæ¬(y©®ng)ė├ĪĘĄ╚Ģ°╝«ĪŻĮ³─ĻüĒČÓ┤╬½@Ą├ųą╩»ė═╝»łF┐ŲīW╝╝ąg(sh©┤)▀M▓Į¬äĪó║ė▒▒╩Ī┐ŲīW╝╝ąg(sh©┤)▀M▓Į¬äĪó╣▄Ą└┐ŲīW¬äĄ╚ĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
