



╔Įģ^╣▄Ą└Łh║Ė┐p┼┼▓ķĘĮĘ©┼cöĄō■Ęų╬÷
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║ČĪĻ┼Ż╗║Ņ║ŲŻ╗▄Ä║Ń ĢrķgŻ║2021-1-19 ķåūxŻ║
ČĪĻ┼ ║Ņ║Ų ▄Ä║Ń
ć°╝ę╣▄ŠW╝»łF╬„─Ž╣▄Ą└╣½╦Š
š¬ ꬯║į┌╣▄Ą└Łh║Ė┐p┼┼▓ķų╬└Ē╣żū„ųąŻ¼▒M┐╔─▄Š½┤_Ąž║Y▀x│÷╚▒Ž▌║Ė┐pŻ¼┐╔ęįėąą¦ĮĄĄ═│╔▒ŠĪŻęįųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└Ż©ć°ā╚Č╬Ż®Ė╔ŠĆ×ķ└²Ż¼ī”Łh║Ė┐p┼┼▓ķĘĮĘ©╝░ķ_═┌“×ūCĮY╣¹▀Mąąī”▒╚Ęų╬÷Ż¼╠Įėæ╠ß╔²═¼ŅÉ╔Įģ^╣▄Ą└Łh║Ė┐p╚▒Ž▌┼┼▓ķ£╩┤_┬╩Ą─ĘĮĘ©ĪŻ
ĻPµIį~Ż║╔Įģ^╣▄Ą└Ż╗Łh║Ė┐pŻ╗ķ_═┌“×ūCŻ╗ĄūŲ¼Ż╗ā╚Öz£yŻ╗▓╗Ą╚▒┌║±
Į³─ĻüĒŻ¼Ė▀ÅŖČ╚õō╣▄Ą└Ą─Łh║Ė┐p┘|┴┐å¢Ņ}╚šęµ═╣’@[1]ĪŻęįųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└Ż©ć°ā╚Č╬Ż®Ė╔ŠĆŻ©ęįŽ┬║åĘQųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└Ż®×ķ└²Ż¼─┐Ū░ęčķ_═┌“×ūCĮ³╚fĄ└Łh║Ė┐pŻ¼ŲĮŠ∙▓╗║ŽĖ±┬╩╝s11%ĪŻ×ķ┴╦▒M┐╔─▄Š½┤_║Y▀x│÷╚▒Ž▌║Ė┐pŻ¼ĮĄĄ═Łh║Ė┐p┼┼▓ķų╬└Ē│╔▒ŠŻ¼ęįŲĮŠ∙▓╗║ŽĖ±┬╩×ķ╗∙£╩Ż¼ī”▒╚Ė„ŅÉįuārĘĮĘ©į┌īŹļHķ_═┌“×ūCųąĄ─╚▒Ž▌░l╔·Ė┼┬╩Ż¼Å─┼┼▓ķĘĮĘ©╝░ķ_═┌“×ūCĮY╣¹║═ė░Ēæę“╦žā╔éĆĘĮ├µ“×ūCĖ„ŅÉįuārą¦╣¹Ż¼╠Įė抽┤_▀x┐┌Ą─ĘĮĘ©ĪŻ
1 ┼┼▓ķĘĮĘ©╝░ķ_═┌“×ūCĮY╣¹
1.1 ĄūŲ¼Å═įu
ĄūŲ¼Å═įu╩Ū═©▀^┼┼▓ķ╣▄Ą└Į©įOŲ┌Ą─╔õŠĆ¤oōpÖz£yĄūŲ¼Ż¼ęį░l¼F║Ė┐p┘|┴┐Ī░┤µę╔³cĪ▒ĪŻę└ō■╣▄Ą└ųŲ╣▄║Ė┐pĮMī”ķgŠÓ▓╗Ę¹║ŽŻ©GB 50369©D2014ĪČė═ÜŌķL▌ö╣▄Ą└╣ż│╠╩®╣ż╝░“×╩šęÄĘČĪĘĄ┌10.2.2ŚlŻ®ĪóįŁŲ¼▓╗║ŽĖ±Ą½╬┤ęŖĘĄą▐║ŽĖ±ĄūŲ¼ĪóŽ±┘|ėŗĮz╠¢ūRäe▓╗Ę¹║Žś╦£╩ę¬Ū¾Ą╚║Y▓ķįŁätŻ¼ī”╣▄Ą└Į©įOŲ┌Ą─╦∙ėąŁh║Ė┐pĄ─╔õŠĆĄūŲ¼Å═║╦Ż¼įuČ©│÷ĄūŲ¼Å═║╦┤µę╔║Ė┐┌ĪŻĮø▀^ķ_═┌“×ūCŻ¼░l¼FĄūŲ¼┤µę╔║Ė┐┌Ą─▓╗║ŽĖ±┬╩Ė▀▀_55.94%Ż¼┴č╝y┐┌š╝▒╚ę▓▀_ĄĮ7.43%ĪŻ┐╔ęŖĄūŲ¼┤µę╔║Ė┐┌īŹļH│÷¼F╚▒Ž▌Ą─Ė┼┬╩śOĖ▀Ż¼Į©ūhīóĄūŲ¼┤µę╔║Ė┐┌ū„×ķŁh║Ė┐p┼┼▓ķĄ─╩ū▀x─┐ś╦║Ė┐┌ĪŻ
1.2 ’LļUįuār
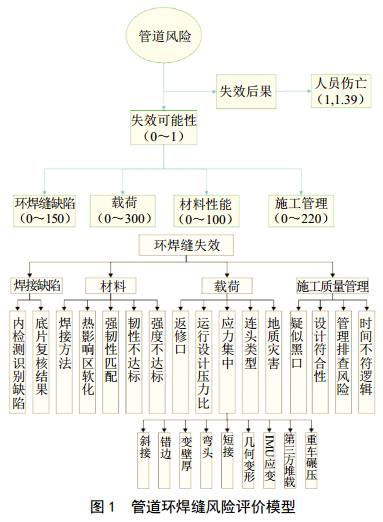
ųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└Łh║Ė┐p’LļUįuār▓╔ė├░ļČ©┴┐ĘĮĘ©Ż©łD 1Ż®Ż¼īóė░Ēæ╣▄Ą└Łh║Ė┐p┐╔┐┐ąįĄ─13éĆųĖś╦Ęų×ķŁh║Ė┐p╚▒Ž▌Īó▌d║╔Īó▓─┴Žąį─▄║═╩®╣ż╣▄└Ē╦─ŅÉŻ¼▓óĘų╬÷Ė„éĆųĖś╦ų«ķgĄ─▀ē▌ŗĻPŽĄŻ¼ī”├┐éĆųĖś╦▀Mąą┘xųĄįuĘųŻ¼ŠC║ŽįuārŲõę²Ų╣▄Ą└ą╣┬®Ą─┐╔─▄ąįŻ╗ī”ė┌Ė▀║¾╣¹ģ^ā╚Ą─Łh║Ė┐pŻ¼ęį▓╗═¼Ą─░▓╚½ŽĄöĄüĒ▒Ē╩Šą╣┬®╩┬╣╩║¾╣¹Ą─ć└ųž│╠Č╚Ż¼īó╔Ž╩÷ĘųųĄ┼c░▓╚½ŽĄöĄŽÓ│╦Ż¼ūŅĮKĄ├ĄĮ╣▄Ą└螊ƥ─’LļU┤¾ąĪĪŻ
Ė∙ō■’LļUįuārėŗ╦ŃĮY╣¹┤_Č©Łh║Ė┐pĄ─’LļUĄ╚╝ēŻ¼▓óģóššGB 32167©D2015ĪČė═ÜŌ▌ö╦═╣▄Ą└═Ļš¹ąį╣▄└ĒęÄĘČĪĘĄ─’LļUŠžĻćīóųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└Łh║Ė┐p’LļUĘų×ķĄ═╝ēĪóųą╝ēĪó▌^Ė▀╝ēĪóĖ▀╝ē╦─éĆĄ╚╝ēĪŻĮø▀^ī”’LļUįuār▌^Ė▀╝ēęį╔ŽŁh║Ė┐pķ_═┌“×ūCŻ¼░l¼F▓╗║ŽĖ±Łh║Ė┐pš╝▒╚18.79%Ż¼┴č╝y┐┌š╝▒╚1.11%Ż¼ŲõųąĖ▀’LļU▓╗║ŽĖ±║Ė┐┌š╝▒╚▀_ĄĮ20.47%Ż¼▓╗║ŽĖ±┬╩╝s×ķŲĮŠ∙ųĄ2▒ČŻ¼šf├„’LļUįuārŠ▀ėąę╗Č©Ą─┐ŲīWąįĪŻ
1.3 ═Ļš¹ąįįuār
Ė∙ō■ć°ā╚═Ōų„ę¬įuārĘĮĘ©BS 7910:2013ĪČGuide to methods for assessing the acceptability of flaws in metallic structuresĪĘĪóGB/T 19624©D2004ĪČį┌ė├║¼╚▒Ž▌ē║┴”╚▌Ų„░▓╚½įuČ©ĪĘĄ╚Ż¼īó╚▒Ž▌äØĘų×ķ¾wĘeą═╚▒Ž▌║═ŲĮ├µą═╚▒Ž▌ā╔┤¾ŅÉŻ¼Ęųäe░³└©łAą╬╚▒ŪĘŻ©³cĀŅÜŌ┐ūĪó³cĀŅŖAį³Ż®Īóā╚░╝Īó¤²┤®Ą╚Ż╗┴č╝yĪó╬┤╚█║ŽĪó╬┤║Ė═ĖĪóę¦▀ģĪóŚlą╬╚▒ŪĘŻ©Ślą╬ÜŌ┐ūĪóŚlą╬ŖAį³Ż®ĪŻ
Ė∙ō■įuārĮY╣¹Ż¼¾wĘeą═╚▒Ž▌ī”ĮYśŗ═Ļš¹ąįė░Ēæ▌^ąĪŻ¼į┌▌d║╔╚Ī1.39░▓╚½ŽĄöĄĄ─ŪķørŽ┬Ż¼10 MPa╣żørŽ┬įuār╦∙ėą¾wĘeą═╚▒Ž▌Š∙┐╔═©▀^ĪŻČ°ŲĮ├µą═╚▒Ž▌ī”ĮYśŗ═Ļš¹ąįė░Ēæ▌^┤¾Ż¼į┌Ė„ĘN╣żørŽ┬įuārŠ∙ėą▓┐ĘųŲĮ├µą═╚▒Ž▌▒╗įuār×ķ═Ļš¹ąį▓╗┐╔Įė╩▄║Ė┐┌ĪŻ═©▀^ī”═Ļš¹ąįįuār▓╗┐╔Įė╩▄Łh║Ė┐pķ_═┌“×ūCŻ¼░l¼F┤╦ŅÉŁh║Ė┐p▓╗║ŽĖ±┬╩Ė▀▀_43.06%Ż¼┴č╝yš╝▒╚ę▓Ė▀▀_5.670%ĪŻĖ∙ō■═Ļš¹ąįįuārĮYšō┼┼▓ķĄ─▓╗║ŽĖ±║Ė┐┌║═┴č╝y┐┌Ą─£╩┤_ąį║▄Ė▀Ż¼┐╔ęŖī”Łh║Ė┐pķ_š╣═Ļš¹ąįįuārĄ─ųžę¬ąį║═▒žę¬ąįĪŻ
1.4 ā╚Öz£y«É│Ż
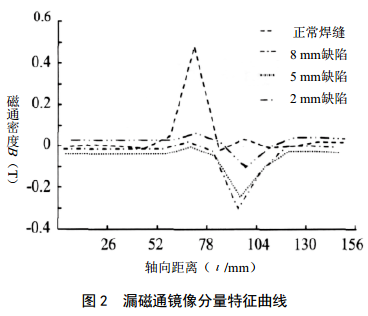
└¹ė├╣▄▌öĮķ┘|“īäėÖz£yŲ„į┌╣▄Ą└ā╚▀\ąąŻ¼īŹĢrÖz£y║═ėøõø╣▄Ą└Ą─ūāą╬ĪóĖ»╬gĄ╚ōpé¹ŪķørŻ©łD 2Ż®Ż¼┐╔╩┬Ž╚░l¼FĖ„ĘN╚▒Ž▌║═ōpé¹ĪŻā╚Öz£yöĄō■Įø▀^öĄō■ī”²R║¾Ż¼╝┤┐╔īŹ¼FĮ©╣▄öĄō■┼cā╚Öz£yöĄō■ę╗ę╗ī”æ¬Ż¼šę│÷’LļUŁh║Ė┐pį┌ā╚Öz£yöĄō■ųąŽÓī”æ¬Ą─Š▀¾w╬╗ų├[2]ĪŻ═¼ĢrŻ¼ĮY║ŽĮ©įOŲ┌┘Y┴Žę▓┐╔╩ß└Ē│÷ę╔╦Ų║┌┐┌Ą─Ī░╚²¤oĪ▒Łh║Ė┐pĪŻ
ĮY║ŽųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└ā╚Öz£yöĄō■ī”²R│╔╣¹Ż¼ī”░l¼FĄ─▌^ć└ųž╝░ęį╔Ž«É│ŻŁh║Ė┐pĮM┐Śķ_═┌“×ūCŻ¼░l¼F▓╗║ŽĖ±║Ė┐┌š╝▒╚▀_ĄĮ24.61%Ż¼┴č╝y┐┌┬╩×ķ2.36%Ż¼▓╗║ŽĖ±┬╩╝s×ķŲĮŠ∙ųĄĄ─2.5▒ČŻ¼šf├„ā╚Öz£yöĄō■ę▓Š▀ėąę╗Č©Ą─ģó┐╝ārųĄĪŻ
ļSų°ā╚Öz£y╝╝ąg░lš╣Ż¼▌SŽ“æ¬ūāÖz£y╣”─▄ę▓ų▓ĮŲš╝░Ż¼Öz£yŲ„╔Ž▀Ć┐╔╝ė╚ļIMU─ŻēKČ©╬╗╣▄Ą└ū°ś╦ĪŻ╚š║¾Ą─ķ_═┌“×ūC▀x┐┌┐╔ęįĖ∙ō■Öz£yĮY╣¹äØČ©Ą─▌SŽ“æ¬ūā║═ÅØŪ·æ¬ūā╝»ųąģ^ė“Ż©łD 3Ż®Ż¼ĮM┐Śī”æ¬┴”▌^┤¾Ą─Łh║Ė┐pķ_═┌“×ūCŻ╗ę▓┐╔ęįĖ∙ō■IMUöĄō■┼c┐ó╣żųąą─ŠĆöĄō■▀Mąąī”▒╚Ęų╬÷║═┤_Č©╣▄Ą└╬╗ęŲūā╗»ŪķørŻ¼▀Mę╗▓Į“×ūC▌SŽ“æ¬ūāā╚Öz£yĮY╣¹Ą─£╩┤_ąįĪŻ

2 ė░Ēæę“╦žĘų╬÷
2.1 ┐šķgĘų▓╝
ī”ķ_═┌“×ūC░l¼FĄ─▓╗║ŽĖ±Łh║Ė┐pĪó┴č╝y║Ė┐pį┌╣▄Ą└╔ŽĘųķy╩ęģ^Č╬ĪóĘų╩®╣żÖCĮM▀Mąą┐šķg┼┼▓╝Ż¼īżšę╚▒Ž▌Łh║Ė┐pĄ─Ęų▓╝ęÄ┬╔ĪŻ
═©▀^ī”▓╗║ŽĖ±Łh║Ė┐pĪó┴č╝y║Ė┐pÅ═┼─ĄūŲ¼║══Ō▓┐ŁhŠ│Ęų╬÷Ż¼░l¼F▓╗║ŽĖ±Łh║Ė┐pĄ─ķy╩ęģ^ķgČÓ╬╗ė┌³S═┴ęū╦·Ž▌═┴┘|╗“ČÓ╔Įģ^ĦŻ¼Ąžą╬Å═ļsŻ¼╣▄Ą└╚▌ęū╩▄┴”Ż╗╗“š▀╝»ųąį┌─│╩®╣żå╬╬╗éĆäeÖCĮMĪŻ╣▄Ą└ÅŖ┴”ĮMī”Ą─ĮMī”æ¬┴”Īó═┴¾w╬╗ęŲī¦ų┬╣▄Ą└╦∙╩▄└Łæ¬┴”Īó╣▄Ą└▀B└mŲĘ³╦∙╩▄└Ł┴”Īó║Ė┐┌╠Ä┤“─ź╗“ča║Ėįņ│╔║Ė┐p▒Ī╚§Ą╚ĪŻ
2.2 ▓╗Ą╚▒┌║±║Ė┐┌ĪóÅØŅ^
▓╗Ą╚▒┌║±Ż©┤¾Õe▀ģ┴┐Ż®╠ÄĄ─Łh║Ė┐p═∙═∙┤µį┌║Ė┐┌å╬├µ║Ėļp├µ│╔ą═ļyČ╚┤¾ĪóÄū║╬ą╬ĀŅ═╗ūāęūę²Ųæ¬┴”╝»ųąĄ╚Ż¼įōŁh║Ė┐pį┌║ĖĖ∙╠Äė╔ė┌▒┌║±▀^Č╔ę²ŲĮž├µą╬ĀŅĄ─═╗ūāŻ¼į┌═Ō┴”ū„ė├Ģr║▄╚▌ęū«a╔·æ¬┴”╝»ųą[3]Ż¼ę²░lŁh║Ė┐pķ_┴č╗“öÓ┴čĪŻČ°ÅØŅ^╠ÄĄ─Łh║Ė┐p╩¦ą¦═∙═∙┼c▓╗Ą╚▒┌║±║Ė┐┌╝░ÅØŅ^Ą──Ė▓─ėąĻPŻ¼╠žäe╩Ū▀B└mÅØŪ·╠Äę▓ęūįņ│╔æ¬┴”╝»ųąŻ¼┤╦ŅÉŁh║Ė┐p░l╔·┤ÓąįöÓ┴čÅ─Č°ę²░lčė▀t┴č╝yĄ─┐╔─▄ąįĖ▀ė┌Ųõ╦¹ŅÉą═Łh║Ė┐pĪŻųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└═©▀^ķ_═┌“×ūCŻ¼¤ßņąÅØŅ^┐┌Ą─▓╗║ŽĖ±║Ė┐┌š╝▒╚13.55%Ż¼┴č╝y┐┌š╝▒╚1.16%Ż¼ūā▒┌║±║Ė┐┌▓╗║ŽĖ±║Ė┐┌š╝▒╚12.93%Ż¼┴č╝y┐┌┬╩0.74%ĪŻÅØŅ^ūā▒┌╠ÄŁh║Ė┐p│÷¼F╚▒Ž▌Ą─Äū┬╩ę¬Ė▀ė┌ŲĮŠ∙▓╗║ŽĖ±┬╩ĪŻ
2.3 ║ĖĮė╣ż╦ćĪó║Ė┐┌ŅÉą═
Å─║ĖĮėŅÉą═╔ŽĘų╬÷Ż¼╩ų╣ż║ĖĄ─▓╗║ŽĖ±║Ė┐┌▒╚┬╩ūŅĖ▀Ż¼×ķ25%Ż╗║ĖŚlļŖ╗Ī║Ė┤╬ų«Ż¼×ķ15.28%ĪŻÅ─║Ė┐┌ŅÉą═╔Ž┐┤Ż¼ÅØ╣▄+ĘĄą▐┐┌║Ė┐┌ŅÉą═Ą─▓╗║ŽĖ±▒╚┬╩ūŅĖ▀Ż¼×ķ45%Ż¼Ųõ┤╬ĘĄą▐┐┌ĪóÅØ╣▄+╦└┐┌ĪóÅØ╣▄ūā▒┌║±┐┌+ĘĄą▐┐┌Ż¼▀@4ĘN║Ė┐┌ŅÉą═Ą─▓╗║ŽĖ±▒╚┬╩Š∙į┌20%Ī½25%ų«ķgŻ¼╩ŻėÓ║Ė┐┌ŅÉą═▓╗║ŽĖ±▒╚┬╩Įįį┌20%ęįŽ┬ĪŻ
3 ęÄ┬╔┐éĮY
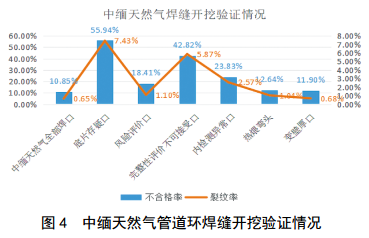
ĮY║Ž═∙─Ļī”ųąŠÆ╠ņ╚╗ÜŌ╣▄Ą└Łh║Ė┐pķ_═┌“×ūCīŹļHŪķørŻ©łD 4Ż®Ż¼Å─║Y▓ķ║═įuārĘĮ├µ┐╔ėĪūC│÷ĄūŲ¼┤µę╔┐┌Ż©▓╗║ŽĖ±┬╩51.39%Ż¼┴č╝y┬╩0.375%Ż®Īóā╚Öz£y«É│Ż║Ė┐┌Ż©▓╗║ŽĖ±┬╩24.61%Ż¼┴č╝y┬╩0.236%Ż®│÷¼F╚▒Ž▌║Ė┐┌╗“š▀┴č╝y║Ė┐┌Ą─Äū┬╩▌^Ė▀ĪŻŁh║Ė┐p’LļUįuārŻ©▓╗║ŽĖ±┬╩18.79%Ż¼┴č╝y┬╩0.111%Ż®ęį╝░į┌┤╦╗∙ĄA╔Ž▀MąąĄ─═Ļš¹ąįįuārŻ©▓╗║ŽĖ±┬╩43%Ż¼┴č╝y┬╩0.567%Ż®Š∙Š▀ėąę╗Č©┐ŲīWąįŻ¼ī”▓ķšę▓╗║ŽĖ±║Ė┐┌║═┴č╝y┐┌▌^×ķ£╩┤_ĪŻ┐═ė^╔ŽšōūC┴╦ĄūŲ¼Å═║╦Īó’LļUįuārĪó═Ļš¹ąįįuārĪó╣▄Ą└ā╚Öz£yĮYšō┐╔ęįū„×ķŁh║Ė┐pķ_═┌“×ūC▀x┐┌Ą─ųžę¬ę└ō■ĪŻ
Å─║Ė┐┌ŅÉą═╔ŽĘų╬÷Łh║Ė┐p└õÅØĪó¤ßņąĪó▓╗Ą╚▒┌║±Ą─╠ž╩Ō║Ė┐┌│÷¼F╚▒Ž▌Ą─Äū┬╩ę¬Ė▀ė┌Ųõ╦¹ŅÉą═║Ė┐┌ĪŻė╔ė┌║ĖĮė│╔ą═ļyČ╚┤¾Īó╔õŠĆÖz£yįu┼ą└¦ļyĪóÄū║╬ą╬ĀŅ═╗ūāęūę²Ųæ¬┴”╝»ųąĄ╚įŁę“Ż¼░l╔·┤ÓąįöÓ┴čÅ─Č°│÷¼Fčė▀t┴č╝yĄ─┐╔─▄ąįĖ▀ė┌Ųõ╦¹ĪŻę“┤╦Ż¼ÅØŅ^ūā▒┌ĘĄą▐┐┌╠žąįŁh║Ė┐pĪóķy╩ęģ^Č╬Īó╩®╣żÖCĮMĘų▓╝Ą╚ę“╦žę▓Š▀ėąģó┐╝ąįŻ¼┐╔ū„×ķŁh║Ė┐pķ_═┌“×ūC▀x┐┌Ą─ėųę╗ŠC║Ž┐╝┴┐ę└ō■ĪŻ
4 ąĪĮY
ļSų°╣▄Ą└┤¾öĄō■Ą─ų▓Įą╬│╔Ż¼╣▄Ą└░▓╚½įu╣└└Ē─Ņ│╩¼F│÷ė╔öĄō■įu╣└┤·╠µ’LļUīŻ╝ęįu╣└Īóė╔╣ż│╠▀mė├ąįįu╣└┤·╠µ’LļUįu╣└Ą─┌ģä▌[4]ĪŻ╬ęć°╣▄Ą└įńŲ┌Į©įO▀^│╠ųą▀z┴¶Ą─å¢Ņ}ČÓŻ¼╗∙ĄAöĄō■┤¾Č╝┤µį┌▓╗═¼│╠Č╚Ą─╚▒╩¦Ż¼║¾└mąĶę¬┐ŲīWĪóėą╚Ī╔ߥžķ_š╣ķ_═┌“×ūCŻ¼╠Į╦„Ė³ėąą¦Ą─╣▄Ą└öĄō■Ęų╬÷ĘĮĘ©ĪŻļSų°Łh║Ė┐p┤¾öĄō■═┌Š“▓╗öÓ╔Ņ╚ļŻ¼ĻP┬ōę“╦ž│ų└m╩ß└ĒŻ¼Łh║Ė┐p┼┼▓ķöĄō■ę▓ų▓Į│╩¼F│÷ę╗Č©ęÄ┬╔Ż¼Ė„ŅÉą═Łh║Ė┐pų«ķgĄ─öĄō■▓Ņ«Éę▓ė·╝ė├„’@Ż¼╩╣ė├Łh║Ė┐p╚▒Ž▌┼┼▓ķöĄō■─Żą═īŹ¼FŠ½┤_▀x┐┌┼┼▓ķīó│╔×ķę╗ĘN┌ģä▌ĪŻ
ģó┐╝╬─½IŻ║
[1] ┴_Į║ŃŻ¼ŚŅĘÕŲĮŻ¼═§ńµŻ¼Ą╚. ė═ÜŌ╣▄Ą└╩¦ą¦Ņl┬╩╝░╩¦ą¦░Ė└²Ęų╬÷[J].Įī┘¤ß╠Ä└ĒŻ¼2015Ż¼40(10)Ż║470-474.
[2] ų▄▄ŖĘÕ. į┌ę█╣▄Ą└Łh║Ė┐p’LļU┼┼▓ķųąŁh║Ė┐pŠ½┤_Č©╬╗ĘĮĘ©[J].Įø“×Į╗┴„Ż¼2018(04)Ż║20-21.
[3] └Ņ┴óĘÕŻ¼ŪžąĪĮ©Ż¼═§╔│ÅdŻ¼Ą╚. ─│╣▄Ą└Łh║Ė┐pķ_┴č╩¦ą¦Ęų╬÷[J]. ¤ß╝ė╣ż╣ż╦ćŻ¼2019Ż¼48(3)Ż║259-262
[4] ±Tæc╔Ų. ╗∙ė┌┤¾öĄō■Śl╝■Ž┬Ą─╣▄Ą└’LļUįu╣└ĘĮĘ©╦╝┐╝[J]. ė═ÜŌā”▀\, 2014Ż¼33(5)Ż║457-461.

ū„š▀║åĮķŻ║ČĪĻ┼Ż¼1983─Ļ╔·Ż¼╣ż│╠ĤŻ¼2006─Ļ«ģśIė┌╦─┤©┤¾īWļŖÜŌą┼ŽóīWį║ūįäė╗»īŻśIŻ¼¼Fų„ę¬Å─╩┬╣▄Ą└═Ļš¹ąį╣▄└ĒŁh║Ė┐p┼┼▓ķ╣żū„ĪŻ┬ōŽĄļŖįÆŻ║15368668321Ż¼155325044@qq.comĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
