



±RüĒ╬„üå─│╔Įģ^X70╣▄Ą└Łh║Ė┐pķ_┴čįŁę“╝░Ę└┐ž┤ļ╩®
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║┤„┬ōļp ĢrķgŻ║2021-1-21 ķåūxŻ║

Ö┌─┐ų„│ų╚╦┤„┬ōļp▓®╩┐Ż║2014─Ļ║═2018─ĻŻ¼±RüĒ╬„üåSSGP╣▄Ą└į┌Ąž┘|×─║”╗ŅäėŅlĘ▒Ą─╔Įģ^░l╔·ā╔┤╬Łh║Ė┐pķ_┴č╩┬╣╩ĪŻ╩┬╣╩š{▓ķ░l¼FŻ¼Łh║Ė┐p┤µį┌Ą═ÅŖŲź┼õ¼FŽ¾Ż¼ĮĄĄ═┴╦╣▄Ą└Ą─æ¬ūā─▄┴”Ż¼ī”╬╗ęŲ▌d║╔ė╚Ųõ├¶ĖąŻ¼ąĶꬹ┬Ą─║ĖĮė╣ż╦ćęÄ│╠▒ŻšŽ║Ė┐pĄ─Ė▀æ¬ūā─▄┴”Ż¼ęį┼c─Ė▓─▒Ż│ųŲź┼õĪŻ
1 SSGP╣▄Ą└Ė┼ør
SSGP▌öÜŌ╣▄Ą└Į©│╔ė┌2013─ĻŻ¼╚½ķL512╣½└’ĪŻ┬▌ą²║Ė┐põō╣▄Ż¼╣▄▓─X70Ż¼╣▄ÅĮ914║┴├ūŻ¼▒┌║±14║┴├ūų┴20║┴├ūŻ¼▌ö╦═─▄┴”84╚f┴óĘĮ├ū/ąĪĢrĪŻ═ŠĮøÅ═ļsĄžą╬ģ^ė“Ż¼┤®įĮ┤¾┴┐║ė┴„ĪóرĄžĪó├»├▄╔Ł┴ųŻ¼ęį╝░ūžÖ░śõĖ▓╔wĄ─Ė▀║Ż░╬╔ĮĄžĪŻ
įō╣▄Ą└įOėŗū±čŁASME B31.8:2007ĪČ▌öÜŌ║═┼õÜŌ╣▄Ą└ŽĄĮyĪĘ▌ö╦═ĘŪ╦ßąįÜŌ¾węÄĘČę¬Ū¾Ż¼įOėŗē█├³×ķ25─ĻŻ¼▓╔ė├ā╚═┐īė║═╚▄ĮŌŁhč§═┐īėĘ└Ė»ĪŻ╩®╣żŲ┌ķgŻ¼║ĖĮė╣ż╦ćęÄ│╠Ż©WPSŻ®═Ļ╚½┼cAPI 1104ĪČ╣▄Ą└╝░ėąĻPįO╩®Ą─║ĖĮėĪĘęÄĘČ▒Ż│ųę╗ų┬Ż¼▓╔ė├Ą─└wŠS╦ž║ĖŚl║═Ųõ╦¹║ĖĮė╣ż╦ćģóöĄČ╝Ę¹║ŽęÄĘČę¬Ū¾Ż¼ŪęŠC║Ž┐╝æ]┴╦╣▄Ą└╩®╣żĪó▀\ąą║══Ō▓┐ŁhŠ│┐╔─▄│ą╩▄Ą─▌SŽ“▌d║╔Ż¼┐╣æ¬ūā─▄┴”×ķ0.5%Ż©«ö╣▄Ą└╬╗ė┌Ąž┘|×─║”╗ŅäėŅlĘ▒ģ^ė“Ż¼æ¬ūā┴┐│¼▀^0.5%ĢrīóĢ■╬Ż╝░╣▄Ą└▀\ąą░▓╚½Ż®ĪŻ
2 ╩┬╣╩æ¬ī”┤ļ╩®
ā╔┤╬Łh║Ė┐pķ_┴č╩┬╣╩Č╝░l╔·į┌SarawakĄžģ^ĪŻĄ┌ę╗┤╬╩┬╣╩░l╔·ė┌2014─Ļ6į┬Ż©łD 1Ż®Ż¼ī¦ų┬╣▄Ą└═Ż▌ö2─ĻĪŻŲ┌ķgŻ¼ķ_š╣┴╦┤¾┴┐╩¦ą¦š{▓ķĪó╝╝ąg蹊┐║═¼Fł÷ą▐Å═╣żū„ĪŻ░³└©Ż║ó┘╣▄Ą└╚½ŠĆĄž┘|×─║”┼┼▓ķ║═ŽÓĻPĄž×─Ę└┐ž╝╝ąg蹊┐Ż╗ó┌Į©įO╩®╣żŲ┌╚½▓┐╔õŠĆĄūŲ¼Å═▓ķŻ╗ó█ķ_┴čŁh║Ė┐pīŹ“×╩ęĘų╬÷Ż╗ó▄│╔╣”ą▐Å═┴╦Äū░┘╠Ä╬Ż║”ąįŁh║Ė┐pĪŻ

Ą┌Č■┤╬╩┬╣╩░l╔·ė┌2018─Ļ1į┬Ż©łD 2Ż®Ż¼į┘┤╬ķ_š╣┴╦¼Fł÷ą▐Å═║═╝╝ąg蹊┐╣żū„ĪŻ░³└©Ż║ó┘╬»═ą╬╗ė┌ą┬╝ėŲ┬Ą─DNV GL╣½╦Šķ_š╣╩¦ą¦š{▓ķŻ╗ó┌ųŲČ©Š▀ėąĖ▀æ¬ūā─▄┴”Ą─║ĖĮė╣ż╦ćęÄ│╠Ż╗ó█┤_Č©─▄ē“▀_ĄĮ║ĖĮėĖ▀æ¬ūā─▄┴”║Ė┐pĄ─║Ė╣ż┘Y┘|ĪŻ

┤╦═ŌŻ¼ßśī”╦∙ėąūRäe│÷üĒĄ─┤µį┌Ąž┘|×─║”’LļUģ^ė“Ą─╣▄Č╬▀Mąąį┘Öz£yĪŻÖz£yĘĮĘ©ų„ę¬╩ŪĘŪĮėė|╩Į┬®┤┼Öz£yŻ©MTMŻ®║═╣▄Ą└ā╚Öz£yŻ©ILIŻ®Ż¼ė├ęįūRäe╣▄Ą└░l╔·ÅØŪ·║═┤µį┌æ¬ūāūāą╬ĀŅæBĄ─╬╗ų├ĪŻūRäe│÷Ą─Ė▀’LļUŁh║Ė┐pČ╝▀Mąą┴╦ķ_═┌Ż¼▓ó▓╔ė├│¼┬ĢÖz£yŻ©PAUTŻ¼TOFDŻ®Īó┤┼Ę█Öz£yŻ©MTŻ®Īó£u┴„Öz£yŻ©ECŻ®║═╔õŠĆÖz£yŻ©RTŻ®┤_Č©Łh║Ė┐p╩Ūʱ┤µį┌╚▒Ž▌ĪŻ
3 ╚½│▀┤ńÅØŪ·įć“×
Öz£y┤_Č©Ż¼░l╔·ķ_┴čĄ─ā╔╠ÄŁh║Ė┐p┤µį┌Õe▀ģ║═Ė∙▓┐╚▒Ž▌Ż©Š∙į┌“×╩šųĖś╦ĘČć·ā╚Ż¼▓╗┤µį┌│¼ś╦╚▒Ž▌Ż®ĪŻ×ķ┴╦įu╣└Łh║Ė┐p┼c─Ė▓─Ą─Ųź┼õąįī”╣▄Ą└│ą╩▄═Ō▌d║╔ę²ŲĄ─╬╗ęŲæ¬ūā─▄┴”Ż©Łh║Ė┐p┐╣æ¬ūā─▄┴”Ż®Ż¼ķ_š╣┴╦ā╔┤╬─ŻöM╣▄Ą└Łh║Ė┐p¼FĀŅŻ©Š∙║¼ėąÕe▀ģ║═Ė∙▓┐╚▒Ž▌Ż®Ą─╚½│▀┤ńÅØŪ·įć“×ĪŻ
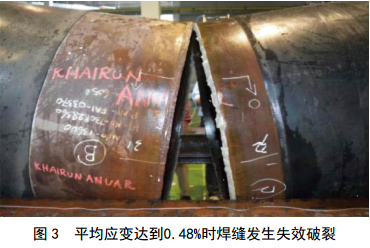
įć“×ę╗Ż║▓╔ė├SSGPĄ─įŁ║ĖĮė╣ż╦ćęÄ│╠ĪŻŁh║Ė┐pÖCąĄąį─▄£yįćł¾Ėµ’@╩ŠŻ¼Ųõ└Ł╔ņÅŖČ╚576Ī½635 MPaŻ¼Ę¹║ŽAPIś╦£╩Ż©570Ī½760 MPaŻ®ęÄČ©ĪŻ║Ė┐pĪó¤ßė░Ēæģ^║═─Ė▓─Ą─ø_ō¶╣”Ęųäe×ķ62.7 JĪó 127.3 J║═262.7 JĪŻįć“×ĮY╣¹’@╩ŠŻ║╩¦ą¦░l╔·į┌Łh║Ė┐p╬╗ų├Ż¼╩¦ą¦ĢrĄ─└Ł╔ņæ¬ūāąĪė┌0.5%Ż©į┌Ė∙▓┐ŅAųŲ┴╦╔Ņ3.0 mmĪóķL190 mm╚▒Ž▌Ż¼▓ó░ķėą2 mmÕe▀ģŻ®ĪŻįć“×╣▄Č╬Ą─╦«ē║║═Łh║Ė┐pūŅ┤¾╬╗ęŲĘųäe╩Ū9.2 MPa║═200.94 mmĪŻķ_┴č╬╗ų├║═ą╬├▓ęŖłD 3ĪŻ
įć“×Č■Ż║▓╔ė├Š▀éõĖ▀æ¬ūā─▄┴”Ą─║ĖĮė╣ż╦ćęÄ│╠ĪŻĖ∙║Ė▓╔ė├E7016-H4Ż¼¤ß║ĖĪó╠Ņ│õ║═╔w├▒Č╝▓╔ė├E9045-P2 H4RŻ¼╩ų╣żļŖ╗Ī║ĖēAąįīŹą─║ĖŚlĪŻŁh║Ė┐pÖCąĄąį─▄£yįćł¾Ėµ’@╩ŠŻ¼└Ł╔ņÅŖČ╚613Ī½670 MPaŻ¼Ę¹║ŽAPIś╦£╩Ż©570Ī½760 MPaŻ®ęÄČ©ĪŻ║Ė┐pĪó¤ßė░Ēæģ^║═─Ė▓─Ą─ø_ō¶╣”Ęųäe×ķ160 JĪó 281 J║═298 JĪŻįć“×ĮY╣¹’@╩ŠŻ║╩¦ą¦░l╔·į┌─Ė▓─╬╗ų├Ż¼╩¦ą¦ĢrĄ─└Ł╔ņæ¬ūā┤¾ė┌3%Ż©į┌Ė∙▓┐ŅAųŲ┴╦╔Ņ2.9 mmĪóķL190 mmĪóīÆ0.7 mmĄ─╚▒Ž▌Ż¼▓ó░ķėą2 mmÕe▀ģŻ®ĪŻęŖłD 4ĪółD 5ĪŻ
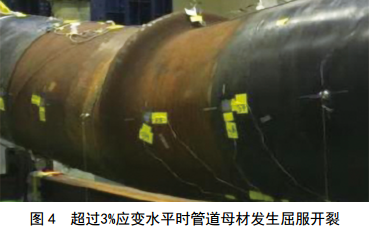
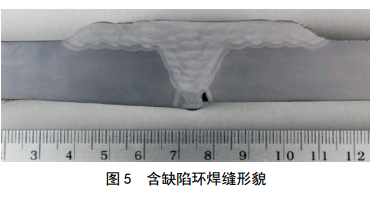
įć“×Č■│¼▀^3%æ¬ūā╦«ŲĮ║═9.6 MPaā╚ē║ŪķørŽ┬Łh║Ė┐pø]ėą░l╔·ķ_┴čŻ¼▒Ē├„Ė─▀M║ĖĮė╣ż╦ćęÄ│╠╩╣Ą├Łh║Ė┐pŠ▀ėąĖ▀æ¬ūā─▄┴”Ż¼ŲõÅŖČ╚Ė·─Ė▓─ŽÓ▒╚Š▀ėą▌^ÅŖŲź┼õĄ½ø]ėą▀^Č╚Ųź┼õŻ¼╠ßĖ▀┴╦╣▄Ą└š¹¾wĮYśŗĄ─┐╣═Ō▓┐╬╗ęŲ▌d║╔─▄┴”Ż©┐╣æ¬ūā─▄┴”Ż®ĪŻ
4 Ė▀ÅŖõō╣▄Ą└░▓╚½▒ŻšŽĮ©ūh
ĮY║ŽSSGPā╔┤╬╩┬╣╩š{▓ķ║═╚½│▀┤ńÅØŪ·įć“×ĮY╣¹Ż¼ßśī”Ė▀ÅŖõō╣▄Ą└Į©įO║═▀\ĀI╠ß│÷╚ńŽ┬Į©ūhĪŻ
Ż©1Ż®╩╣ė├ā×┘|║═▀mė├║ĖŚlŻ©ųžęĢ║ĖŚlĄ─┤µĘ┼Īó║µĖ╔║═╩╣ė├Ż®Ż¼īóĢ■ėąą¦ĮĄĄ═║ĖĮė▀^│╠ųąÜõ┤Ó║═čė▀tÜõų┬┴č╝yĄ─’LļUĪŻ
Ż©2Ż®ė├ēAąį║ĖŚl┤·╠µ└wŠS╦ž║ĖŚlŻ©╚ńX70õō╣▄Ą└ė├E9045┤·╠µE8010Ż®Ż¼╩╣Ą├║Ė┐p┼c─Ė▓─▀_ĄĮĄ╚ÅŖ╗“▌^ÅŖŲź┼õĪŻ
Ż©3Ż®ĮY║ŽE6010Ė∙║Ė║═E8010¤ß║ĖĪó╠Ņ│õ║═╔w├▒║ĖĮė¼FĀŅĘų╬÷Ż¼╩╣ė├E8010└wŠS╦ž║ĖŚlūŅ┤¾æ¬ūā─▄┴”ų╗▀_ĄĮ0.48%ĪŻČ°╩╣ė├▀m║ŽĄ─▌^ÅŖŲź┼õ║ĖŚl╩╣║Ė┐pæ¬ ūā─▄┴”│¼▀^┴╦3%ĪŻŁh║Ė┐p─ŻöMĘų╬÷║═╚½│▀┤ńÅØŪ·įć“ׯ©│ą╩▄ā╚ē║ŪķørŽ┬Ż®Č╝“×ūC┴╦▀@ĘNŪķørĪŻ
Ż©4Ż®ßśī”┐╔─▄┤µį┌Ąž×─’LļUĄ─ģ^ė“æ¬į┌įOėŗĢr┐╝æ]▓╔ė├╗∙ė┌æ¬ūāĄ─įOėŗ┤·╠µ╗∙ė┌æ¬┴”Ą─įOėŗĪŻ╗∙ė┌CTODöÓ┴čĒgąį║═æ¬ūā╦«ŲĮųŲČ©Š▀éõĖ▀æ¬ūā─▄┴”║Ė┐pĄ─║ĖĮė╣ż╦ćęÄ│╠ĪŻ
Ż©5Ż®īŹĢr▒O£yĄž×─╬Ż║”ę“╦žŻ¼ęį▒Ń╝░Ģr▓╔╚Ī┐ņ╦┘║═▀mė├Ēææ¬┤ļ╩®ĪŻ
Ż©6Ż®═©▀^╗¼Ų┬╣╠Č©ĪóŽ▐ųŲ═┴¾węŲäėĄ╚┤ļ╩®Ę└┐žĄž┘|×─║”’LļUĪŻ
╠ßĖ▀Łh║Ė┐pæ¬ūā─▄┴”Ż¼▒Ż│ų╣▄Ą└Łh║Ė┐p┼c─Ė▓─ų«ķgĄ╚ÅŖ╗“▌^ÅŖŲź┼õ╩Ū╠ßĖ▀╣▄Ą└┐╣╬╗ęŲ▌d║╔Ą─ėąą¦┤ļ╩®Ż¼ė╚Ųõį┌Ąž┘|×─║”ŅlĘ▒░l╔·Ą─ģ^ė“Ż¼æ¬Å─įOėŗ╔Ž┐╝æ]Š▀éõĖ▀æ¬ūā║Ė┐pĄ─║ĖĮė╣ż╦ćęÄ│╠║═Ąž┘|×─║”Ę└┐ž┤ļ╩®ĪŻ
į┌šäšōÅŖČ╚Ųź┼õąį╠ßĖ▀┐╣═Ō▓┐▌d║╔─▄┴”Ą─Ģr║“Ż¼ąĶę¬┐╝æ]║Ė┐pĄ─Ēgąįā”éõå¢Ņ}Ż¼ų╗ėąŠ▀éõūŃē“Ą─Ēgąįā”éõŻ¼▓┼Ģ■╔Ž╔²ĄĮŲź┼õĄ─å¢Ņ}Ż¼Ę±ätį┌╔ą╬┤░l╔·ę“Ųź┼õ╩¦ą¦Ą─ŪķørŽ┬Ż¼ęū░l╔·┤ÓąįöÓ┴č╩¦ą¦ĪŻ
Ż©įŁ╬─├¹ĘQŻ║ AIM-PIMG2019-1068 Ż║ HIGH STRAINWELD SOLUTIONS FOR GEOHAZARD ACTIVEENVIRONMENT. ┤„┬ōļpĘŁūgŻ¼╣▄Ą└Į©įOŲ┌ėąĻPą┼ŽóüĒūįŠWĮjĪŻŻ®
ū„š▀Ż║┤„┬ōļpŻ¼▓®╩┐Ż¼ 1983─Ļ╔·Ż¼¼FŠ═┬Üė┌ć°╝ę╩»ė═╠ņ╚╗ÜŌ╣▄ŠW╝»łFėąŽ▐╣½╦ŠŻ¼ūóāį░▓╚½╣ż│╠ĤĪóČ■╝ē░▓╚½įuārĤĪó╣▄Ą└Öz“×ĤĪŻžōž¤ŠÄīæ┴╦ĪČė═ÜŌ╣▄Ą└░▓╚½Ę└ūoęÄĘČĪĘŻ© Q/SY1490Ż®Ż¼ģó┼cŲ▓▌╣½░▓▓┐ś╦£╩ĪČ╩»ė═╠ņ╚╗ÜŌ╣▄Ą└ŽĄĮyų╬░▓’LļUĄ╚╝ē║═░▓╚½Ę└ĘČę¬Ū¾ĪĘŻ©GA 1166Ż®Īóć°╝ęś╦£╩ ĪČė═ÜŌ▌ö╦═╣▄Ą└═Ļš¹ąį╣▄└ĒęÄĘČĪĘŻ© GB 32167Ż®Ą╚ČÓĒŚś╦£╩ĪŻį┌ć°ā╚═ŌŲ┌┐»Ž╚║¾░l▒Ēšō╬─10ėÓŲ¬Ż¼ģó┼cŠÄų°┴╦ĪČ╣▄Ą└═Ļš¹ąį╣▄└Ē╝╝ągĪĘĪČė═ÜŌ╣▄Ą└╩┬╣╩åó╩ŠõøĪĘĪČė═ÜŌ╣▄Ą└ŪÕ╣▄╝╝ąg┼cæ¬ė├ĪĘĄ╚Ģ°╝«ĪŻĮ³─ĻüĒČÓ┤╬½@Ą├ųą╩»ė═╝»łF┐ŲīW╝╝ąg▀M▓Į¬äĪó║ė▒▒╩Ī┐ŲīW╝╝ąg▀M▓Į¬äĪó╣▄Ą└┐ŲīW¬äĄ╚ĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
