



æ¬(y©®ng)ė├ą┼ŽóŽĄĮy(t©»ng)ī”PE╣▄Ą└║ĖĮėėøõøÖzķåĄ─īŹ╩®Įø(j©®ng)“×
üĒį┤Ż║ĪČ╣▄Ą└▒Żūo(h©┤)ĪĘļsųŠ ū„š▀Ż║Ž»ĄżŻ╗ĻÉė±Ż╗å╠زŻ╗ĻÉøs╔╝ ĢrķgŻ║2020-7-20 ķåūxŻ║
Ž»Ąż1 ĻÉė±1 å╠ز2 ĻÉøs╔╝1
1.Ė█╚A═Č┘YėąŽ▐╣½╦ŠŻ╗ 2.ū┐įŻŻ©ÅV¢|Ż®╣ż│╠Į©įO(sh©©)ėąŽ▐╣½╦Š
š¬ ꬯║Š█ęꎮ╣▄Ą└║ĖĮė┘|(zh©¼)┴┐ĻP(gu©Īn)ŽĄĄĮ╚╝?x©¼)Ō╣▄ŠW(w©Żng)▌ö┼õŽĄĮy(t©»ng)Ą─░▓╚½║═╩╣ė├ē█├³ĪŻ└¹ė├TMS╣ż│╠ęŲäėæ¬(y©®ng)ė├ą┼Žó╗»ŽĄĮy(t©»ng)Ż¼īŹ¼F(xi©żn)┴╦║ĖĮėėøõøöĄ(sh©┤)ō■(j©┤)ļŖūė╗»ė└Š├ā”┤µ╝░║ĖĮėėøõøöĄ(sh©┤)ō■(j©┤)ūįäėąŻ“ׯ¼╠ß╔²┴╦║ĖĮėöĄ(sh©┤)ō■(j©┤)ÖzķåĄ─£╩(zh©│n)┤_ąį║═ųŪ─▄╗»│╠Č╚Ż¼×ķŠ█ęꎮ╣▄Ą└║ĖĮėėøõøöĄ(sh©┤)ūų╗»║═║ĖĮė┘|(zh©¼)┴┐įuČ©╠ß╣®ģó┐╝║═ĮĶĶbĪŻ
ĻP(gu©Īn)µIį~Ż║Š█ęꎮ╣▄Ą└Ż╗║ĖĮėŻ╗öĄ(sh©┤)ō■(j©┤)Ż╗ÖzķåŻ╗┘|(zh©¼)┴┐įuČ©Ż╗ą┼Žó╗»
Š█ęꎮŻ©PEŻ®╩Ūę╗ĘN¤ß╦▄ąį▓─┴ŽŻ¼ PE╣▄ŽÓī”ė┌õō╣▄ĪóĶTĶF╣▄Č°čįŻ¼Š▀ėą─═Ė»╬gąį┴╝║├Īó╩╣ė├ē█├³ķLĪó╚ßĒgąį║├Īó║ĖĮėąį─▄║├Ą╚ųTČÓā×(y©Łu)³cŻ¼─┐Ū░ęč▒╗ć°ā╚(n©©i)═ŌÅVĘ║æ¬(y©®ng)ė├ė┌│Ū╩ą╚╝?x©¼)Ō▌ö┼õŽĄĮy(t©»ng)ĪŻ
Ė█╚A╝»łF(tu©ón)ŲņŽ┬Ė█╚A╚╝?x©¼)ŌėąŽ▐╣½╦ŠŻ©ęįŽ┬║åĘQĖ█╚A╚╝?x©¼)ŌŻ®Ž┬ī?30ėÓ╝ę╚╝?x©¼)ŌŲ¾śI(y©©)Ż¼├┐─Ļą┬Į©╝s6 000 kmųąĄ═ē║╚╝?x©¼)Ō╣▄Ą└Ż¼Äū║§╚½▓┐╩╣ė├PE╣▄Ż¼╚ń║╬┤_▒Ż╣▄Ą└╣ż│╠Į©įO(sh©©)┘|(zh©¼)┴┐Ż¼▒ŻšŽ│Ū╩ą╚╝?x©¼)Ō▌ö┼õ░▓╚½Ż¼╩Ū╣½╦ŠśO×ķĻP(gu©Īn)ūóĄ─å¢Ņ}ĪŻ
PE╣▄Ą└║ĖĮė┘|(zh©¼)┴┐ų▒ĮėĻP(gu©Īn)ŽĄĄĮ╚╝?x©¼)Ō╣▄ŠW(w©Żng)▌ö┼õŽĄĮy(t©»ng)Ą─░▓╚½║═╩╣ė├ē█├³ĪŻ×ķīŹ¼F(xi©żn)PE╣▄Ą└║ĖĮėŲĘ┘|(zh©¼)┐žųŲ┼cŲĘ┘|(zh©¼)▒ŻūCŻ¼│²┴╦═©▀^╝ėÅŖ╣▄▓─Īó╣▄╝■Ą─▓─┴ŽŲĘ┘|(zh©¼)┐žųŲŻ¼╚½├µæ¬(y©®ng)ė├Ę¹║Žś╦(bi©Īo)£╩(zh©│n)Ą─╚½ūįäė║ĖÖCŻ¼ęÄ(gu©®)ĘČ║ĖĮė╚╦åTĄ─▓┘ū„▀^│╠Ż¼├„┤_║ĖĮė┘|(zh©¼)┴┐Öz▓ķś╦(bi©Īo)£╩(zh©│n)Ą╚┼e┤ļŻ¼╠žäeæ¬(y©®ng)ė├Ė█╚ATMSŻ©Towngas Management SystemŻ¼ TMSŻ®╣ż│╠ęŲäėæ¬(y©®ng)ė├ą┼Žó╗»ŽĄĮy(t©»ng)Ż©ęįŽ┬║åĘQTMSŽĄĮy(t©»ng)Ż®Ż¼ėøõø▓┘ū„ą┼Žó╝░ąŻ“×║ĖÖC║ĖĮėėøõøĄ╚╝ėÅŖ▒O(ji©Īn)╣▄Ż¼čąŠ┐æ¬(y©®ng)ė├PEĮė┐┌┘|(zh©¼)┴┐Ą─¤oōpÖz£y╝╝ąg(sh©┤)[1]ĪŻ╣Pš▀ųž³cĮķĮBTMSŽĄĮy(t©»ng)ūįäėąŻ“×PE╣▄Ą└║ĖĮėėøõøĄ─ĘĮ╩Į║═æ¬(y©®ng)ė├░Ė└²ĪŻ
1 ą┼ŽóŽĄĮy(t©»ng)┼c║ĖÖCĄ─▀BĮėĘų╬÷
║ĖÖC╩Ūė├üĒī”PE╣▄▓─/╣▄╝■▀M(j©¼n)ąą¤ß╚█/ļŖ╚█║ĖĮėĄ─īŻė├įO(sh©©)éõŻ¼╚½ūįäė║ĖĮėįO(sh©©)éõ─▄▒ŻūC║ĖĮė▓┘ū„Ą─ę╗ų┬Īó┐╔┐┐Īó┐╔ųžÅ═(f©┤)ĪŻ¤ß╚█╚½ūįäė║ĖÖCįO(sh©©)Č©ć°ā╚(n©©i)═Ō│╔╩ņæ¬(y©®ng)ė├Ą─║ĖĮė╣ż╦ćģóöĄ(sh©┤)Ż¼ūįäė═Ļ│╔╝ė¤ßŠĒ▀ģĪó╬³¤ßĪóŪąōQĪó╝ėē║╚█ĮėĪó▒Żē║└õģsĄ╚▓┘ū„Ż╗ļŖ╚█║ĖÖCā╚(n©©i)čbėąöĄ(sh©┤)ō■(j©┤)▌ö╚ļĮŌ┤aŲ„Ż¼╣▄╝■╔·«a(ch©Żn)ÅS╝ęīóļŖūĶĪó║ĖĮėļŖē║ĪóĢrķgĄ╚╣ż╦ćģóöĄ(sh©┤)ŠÄ╚ļ╣▄╝■Ślą╬┤aųąŻ¼║ĖĮėĢr╩╣ė├Æ▀┤aśīÆ▀┤a║¾ĮŌ┤aŲ„ūįäėūx╚Ī╣▄╝■ą┼Žó╝░įO(sh©©)ų├║ĖĮėģóöĄ(sh©┤)ĪŻ
║ĖĮėėøõøšµīŹĄžĘ┤ė│┴╦║ĖĮė╣ż╦ćģóöĄ(sh©┤)ł╠(zh©¬)ąąŪķørŻ¼╩Ū┼ąöÓ║Ė┐┌╩Ūʱ║ŽĖ±Ą─ųžę¬ģó┐╝ę└ō■(j©┤)ĪŻęį═∙║ĖĮėėøõøąĶ┤“ėĪ║¾╚╦╣ż▀M(j©¼n)ąą║ĖĮėėøõø┼cįO(sh©©)Č©ģóöĄ(sh©┤)▒╚▌^Ż¼Ūę┤“ėĪę╗░Ń╩╣ė├¤ß├¶╝łŻ¼ļyęįū÷ĄĮ║ĖĮėėøõøķLŲ┌Īóėąą¦▒Ż┤µĪŻę“┤╦Ż¼┤“═©║ĖÖC┼c╣ż│╠╣▄└Ēą┼Žó╗»ŽĄĮy(t©»ng)Ą─Įė┐┌Ż¼└¹ė├ą┼ŽóŽĄĮy(t©»ng)ī”║ĖĮėėøõø▀M(j©¼n)ąąė└Š├▒Ż┤µ║═ūįäėÖzķåŻ¼┐╔ęįģf(xi©”)ų·Ų¾śI(y©©)╠ß╔²╣ż│╠PE║ĖĮė┘|(zh©¼)┴┐╣▄└ĒĪŻ
1.1 ┼c╚½ūįäė¤ß╚█║ĖÖCĄ─▀BĮė
¤ß╚█║ĖÖCĄ─ę║ē║ŽĄĮy(t©»ng)ĘĆ(w©¦n)ē║ąį─▄╩Ū║Ō┴┐Ųõ┘|(zh©¼)┴┐║├ē─Ą─ę╗éĆųžę¬ųĖś╦(bi©Īo)Ż¼╝┤║ĖÖCīŹļHū„ė├ė┌║ĖĮėĮń├µĄ─ē║┴”Ż©PgŻ¼Įń├µā¶ū„ė├┴”Ż®Ż¼╩Ūė░Ēæ¤ß╚█ī”Įė║ĖĮė┘|(zh©¼)┴┐Ą─ĻP(gu©Īn)µIŻ¼╚ńPg▀^Ė▀Ż¼ät▒╗╝ė¤ßĄ─PE╣▄▓─Č╦▓┐╚█╚┌╬’┴Ž▒╗öD│÷Ż¼╚▌ęūįņ│╔╝┘║Ė¼F(xi©żn)Ž¾Ż╗╚ńPg▀^Ą═Ż¼īóįņ│╔PE╣▄Č╦▓┐╚█╚┌╬’┴Ž▓╗─▄│õĘų╚┌║ŽĪŻ║ĖÖCĄ─┐é║ĖĮėē║┴”Ż©PzŻ®ėŗ╦Ń╣½╩Į×ķŻ║

╩ĮųąŻ║ Pt×ķūā┴┐Ż¼ļS▒╗║Ė╣▄▓─Ą─ęÄ(gu©®)Ė±ĪóķLČ╚Ą─▓╗═¼Č°ūā╗»Ż╗ Pgæ¬(y©®ng)┼c║ĖĮė╣ż╦ćęÄ(gu©®)Č©Ą─║ĖĮėē║┴”ę╗ų┬Ż¼░┤GB/T 20674.1©D2006ĪČ╦▄┴Ž╣▄▓─║═╣▄╝■ Š█ęꎮŽĄĮy(t©»ng)╚█ĮėįO(sh©©)éõ Ą┌1▓┐ĘųĪĘęÄ(gu©®)Č©Ż║Ī░¤ß╚█ī”Įė║ĖÖCæ¬(y©®ng)Š▀ėą═Žäėē║┴”čaāö╣”─▄Ż¼Ūę╩®╝ėį┌╣▄▓─Č╦▓┐Ą─Įń├µā¶ū„ė├┴”æ¬(y©®ng)į┌ęÄ(gu©®)Č©║ĖĮėē║┴”Ą─Ī└20ŻźĘČć·ā╚(n©©i)ĪŻĪ▒ę“┤╦Ż¼▀xō±╚█Įėē║┴”ąŻ“×ū„×ķą┼ŽóŽĄĮy(t©»ng)┼c¤ß╚█║ĖÖC▀BĮėĄ─ų„ąŻ“×ęÄ(gu©®)ätŻ¼ŽĄĮy(t©»ng)ī”ē║┴”ģóöĄ(sh©┤)▀M(j©¼n)ąąūįäėąŻ“ׯ¼▒O(ji©Īn)┐ž║ĖÖCę║ē║ŽĄĮy(t©»ng)┐žųŲŠ½Č╚╝░ĘĆ(w©¦n)Č©ąįŻ╗īó£žČ╚Īó│ķ░ÕĢrķgĪó╝ė¤ßĢrķgĪó└õģsĢrķgĄ╚ģóöĄ(sh©┤)ū„×ķėøõøųĖś╦(bi©Īo)Ż¼╣®║ĖĮė┘|(zh©¼)┴┐▒O(ji©Īn)ČĮ╝░║¾└m(x©┤)ūĘ╦▌║Ė┐┌┘|(zh©¼)┴┐ĪŻ
1.2 ┼c╚½ūįäėļŖ╚█║ĖÖCĄ─▀BĮė
ģó┐╝ś╦(bi©Īo)£╩(zh©│n)ISO 11413Ż©Š█ęꎮ╣▄║═ļŖ╚█┼õ╝■ķgįćśėĮMčb╝■Ą─ųŲéõŻ®╝░GIS/PL 2©D4Ż©╚╝?x©¼)Ōė├Š█ęꎮ╣▄▓─║═╣▄╝?nbsp;Ą┌4▓┐ĘųŻ║Ħ╝ė¤ß╝■Ą─ļŖ╚█╣▄╝■Ż®ųąĄ─ėąĻP(gu©Īn)ęÄ(gu©®)Č©Ż¼Ęų╬÷šJ(r©©n)×ķļŖ╚█Įė┐┌║ĖĮėėøõøųąĄ─║ĖĮė─▄┴┐ģóöĄ(sh©┤)ė╚×ķųžę¬Ż¼▒žĒÜ꬚Ų╬šļŖ╚█╣▄╝■╣®æ¬(y©®ng)╔╠įO(sh©©)ėŗĄ─║ĖĮė─▄┴┐öĄ(sh©┤)ō■(j©┤)╝░Ų½▓ŅĘČć·Ż¼ęį┤╦║Ō┴┐├┐éĆĮė┐┌║ĖĮė┘|(zh©¼)┴┐Ą─║ŽĖ±ąįĪŻĮĶĶb▀@ę╗Įø(j©®ng)“ׯ¼▀xō±ļŖ╚█║ĖĮėĢrĄ─║ĖĮė─▄┴┐ū„×ķą┼ŽóŽĄĮy(t©»ng)┼cļŖ╚█║ĖÖC▀BĮėĄ─ų„ąŻ“×ęÄ(gu©®)ätŻ¼ļŖūĶĪóļŖē║Īó╝ė¤ßĢrķgĄ╚ģóöĄ(sh©┤)ū„×ķėøõøųĖś╦(bi©Īo)ĪŻ═¼ĢrŻ¼ķ_š╣┴╦ęįŽ┬╣żū„ĪŻ
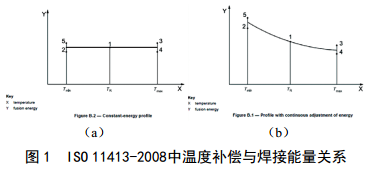
Ż©1Ż®┬ō(li©ón)║Ž╣®æ¬(y©®ng)╔╠ķ_š╣┤¾┴┐║ĖĮėįć“ׯ¼ęį┤_Č©▓╗═¼ŲĘ┼ŲĄ─║ĖÖC║ĖĮė▓╗═¼ŲĘ┼ŲĪóęÄ(gu©®)Ė±Ą─ļŖ╚█╣▄╝■Ģrįō╣▄╝■æ¬(y©®ng)«ö(d©Īng)«a(ch©Żn)╔·Ą──▄┴┐ĘČć·Ż¼▓óō■(j©┤)┤╦į┌TMSŽĄĮy(t©»ng)║¾┼_įO(sh©©)ų├─▄┴┐ąŻ“×ęÄ(gu©®)ätĪŻō■(j©┤)ISO 11413©D2008 Annex BŻ¼łD 1Ż©aŻ®×ķ╣®æ¬(y©®ng)╔╠įO(sh©©)ėŗĄ─ļŖ╚█╣▄╝■ąĶę¬£žČ╚čaāöŻ¼łD 1Ż©bŻ®▓╗ąĶ꬯¼╣╩Ū░š▀ąĶę¬į┌║¾┼_įO(sh©©)ų├Ģr▐D(zhu©Żn)ōQ×ķś╦(bi©Īo)£╩(zh©│n)£žČ╚─▄┴┐ĘČć·ĪŻ
Ż©2Ż®ĮŌ┤aļŖ╚█║ĖÖCĄ─║ĖĮėöĄ(sh©┤)ō■(j©┤)Ż¼īó║ĖĮėėøõøé„▌ö?sh©┤)ĮTMSŽĄĮy(t©»ng)Ż¼ė╔ŽĄĮy(t©»ng)ūįäėūRäe╝░┼ąöÓ║ĖĮėėøõøĄ─ėąą¦ąįŻ¼ī”ė┌▓╗į┌─▄┴┐Ų½▓ŅĘČć·ā╚(n©©i)Ą─║ĖĮėėøõøŻ¼ŽĄĮy(t©»ng)ūįäėĮo│÷╠ß╩ŠŻ¼Ä═ų·▒O(ji©Īn)ČĮ╚╦åTĻP(gu©Īn)ūó▀@ą®«É│ŻėøõøĄ─║Ė┐┌ĪŻŽĄĮy(t©»ng)┼c║ĖÖCĄ─▀BĮė┤¾┤¾╠ßĖ▀┴╦ėøõøÖz▓ķĄ─╝░ĢrąįĪó£╩(zh©│n)┤_ąįĪóšµīŹąį╝░╣żū„ą¦┬╩ĪŻ
2 īŹ╩®Įø(j©®ng)“×
TMSŽĄĮy(t©»ng)ė┌2017─Ļ╔ŽŠĆåóė├Ż¼─┐Ū░ęčį┌Ė█╚A╝»łF(tu©ón)130ėÓ╝ęŲ¾śI(y©©)╚½├µ╩╣ė├Ż¼╔Žé„¤ß╚█║ĖĮėėøõøöĄ(sh©┤)ō■(j©┤)│¼▀^10╚fŚlŻ¼╔Žé„ļŖ╚█║ĖĮėöĄ(sh©┤)ō■(j©┤)│¼▀^8╚fŚlĪŻ
2.1 ¤ß╚█║ĖĮėöĄ(sh©┤)ō■(j©┤)Özķå
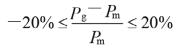
ī”ė┌¤ß╚█║ĖĮėėøõøŻ¼ŽĄĮy(t©»ng)ąŻ“×╚█Įėē║┴”─┐ś╦(bi©Īo)ųĄP m┼cĮń├µā¶ū„ė├┴”PgĄ─▓Ņ«É▓╗│¼▀^20%Ż¼ät┼ąČ©×ķįō║Ė┐┌╚█Įėē║┴”║ŽĖ±ĪŻ─┐Ū░║ĖÖCĮŌ┤a│÷Ą─öĄ(sh©┤)ō■(j©┤)▓ó╬┤ų▒Įėėŗ╦ŃĮń├µā¶ū„ė├┴”PgŻ¼Č°╩Ūėøõø║ĖĮėīŹļHē║┴”ųĄŻ¼ŽĄĮy(t©»ng)ūįäėÖzķåĢrŻ¼īó║ĖĮėē║┴”īŹļHųĄPs£p╚ź═Žäėē║┴”╗¼äėųĄP tüĒėŗ╦ŃĮń├µā¶ū„ė├┴”PgĪŻ╝┤Ż║

¤ß╚█║ĖĮė╚█Įėē║┴”║ŽĖ±┼ąöÓŚl╝■×ķŻ║
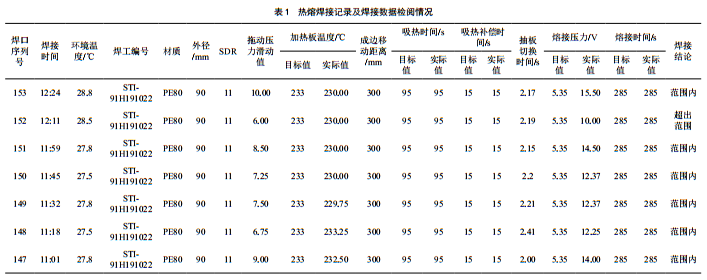
¤ß╚█║ĖĮėöĄ(sh©┤)ō■(j©┤)═©▀^Įė┐┌é„ĄĮTMSŽĄĮy(t©»ng)║¾Ż¼ŽĄĮy(t©»ng)╩ūŽ╚ī”║ĖĮėöĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąąĮŌ┤aŻ¼═¼ĢrūįäėĖ∙ō■(j©┤)╔Ž╩÷╣½╩Įī”Pg▀M(j©¼n)ąą┼ąöÓŻ¼╚ń│¼▀^─┐ś╦(bi©Īo)ĘČć·Ż¼ätŽĄĮy(t©»ng)╠ß╩Š║ĖĮėĮY(ji©”)╣¹│¼│÷ĘČć·ĪŻ┤╦═ŌŻ¼ŽĄĮy(t©»ng)▀Ćīó║Ė┐┌╠¢Īó╝ė¤ß░Õ£žČ╚Īó│ķ░ÕŪąōQĢrķgĪó╝ė¤ßĢrķgĪó└õģsĢrķgĄ╚ģóöĄ(sh©┤)öĄ(sh©┤)ūų╗»▓óį┌ŽĄĮy(t©»ng)ųąė└Š├▒Ż┤µŻ¼ęį▒ŃūĘ╦▌ĪŻ╚ń─│╣½╦Š╔Žé„ų┴TMSŽĄĮy(t©»ng)Ą─║ĖĮėöĄ(sh©┤)ō■(j©┤)Ż¼ŽĄĮy(t©»ng)ąŻ“×░l(f©Ī)¼F(xi©żn)Įń├µā¶ū„ė├┴”Pg│¼│÷ĘČć·Ż¼ō■(j©┤)┤╦┼ąČ©įō┼_¤ß╚█║ĖÖC┐╔─▄┤µį┌┘|(zh©¼)┴┐å¢Ņ}Ż¼ę¬Ū¾ī”╚█Įėē║┴”│¼ś╦(bi©Īo)Ą─║Ė┐┌ū÷▀M(j©¼n)ę╗▓ĮĄ─═Ōė^Öz▓ķŻ¼▒žę¬Ģrū÷ŲŲē─ąįįć“ׯ¼▓óę¬Ū¾╩╣ė├š▀╝░Ģr┬ō(li©ón)ŽĄ║ĖÖC╣®æ¬(y©®ng)╔╠▀M(j©¼n)ąąÖzą▐ĪŻ▒Ē 1×ķ─│╣½╦Š¤ß╚█║ĖĮėėøõø╝░║ĖĮėöĄ(sh©┤)ō■(j©┤)ÖzķåŪķørĪŻ
2.2 ļŖ╚█║ĖĮėöĄ(sh©┤)ō■(j©┤)Özķå
TMSŽĄĮy(t©»ng)ųąļŖ╚█║ĖĮėöĄ(sh©┤)ō■(j©┤)╩Ūęį─│╣▄╝■īŹļH║ĖĮė─▄┴┐ųĄ┼c╣▄╝■╣®æ¬(y©®ng)╔╠╠ß╣®Ą─ś╦(bi©Īo)£╩(zh©│n)─▄┴┐ĘČć·ŽÓ▒╚▌^▀M(j©¼n)ąąąŻ“ׯ¼ę¬Ū¾╣▄╝■╣®æ¬(y©®ng)╔╠═©▀^┤¾┴┐įć“×╝░ĮY(ji©”)║ŽįO(sh©©)ėŗĘĮ░Ė┤_Č©įō╣▄╝■║ĖĮė─▄┴┐ĘČć·Ż¼═¼ĢrŽĄĮy(t©»ng)ėøõø║Ė┐┌╠¢Īó║ĖĮėļŖē║Īó║ĖĮėĢrķgĪóļŖūĶųĄĄ╚Ųõ╦¹║ĖĮėģóöĄ(sh©┤)öĄ(sh©┤)ūų╗»öĄ(sh©┤)ō■(j©┤)▓óį┌ŽĄĮy(t©»ng)ųąė└Š├▒Ż┤µŻ¼ęį▒ŃūĘ╦▌ĪŻī”ė┌─▄┴┐│¼ĘČć· Ą─║Ė┐┌ę¬Ū¾╩®╣żĘĮĪó▒O(ji©Īn)└ĒĘĮų°ųž▀M(j©¼n)ąą═Ōė^Öz▓ķŻ¼▒žę¬ Ģr▀M(j©¼n)ąąŲŲē─ąįįć“ׯ¼═¼Ģrę▓ī”╣▄╝■╣®æ¬(y©®ng)╔╠╣®žøĄ─ę╗ų┬ąįĪó║ĖÖCąį─▄Ą─ĘĆ(w©¦n)Č©ąį▀M(j©¼n)ąą┴╦Å═(f©┤)║╦║═ąŻ“×ĪŻ▒Ē 2×ķļŖ╚█║ĖĮėėøõø╝░║ĖĮėöĄ(sh©┤)ō■(j©┤)ÖzķåŪķørĪŻ

3 ╬┤üĒš╣═¹
ĮĶų·TMSŽĄĮy(t©»ng)┤µā”PE╣▄Ą└║ĖĮėėøõøŻ¼īóįŁüĒĄ─╝ł┘|(zh©¼)║ĖĮėėøõø▐D(zhu©Żn)×ķą┼Žó╗»öĄ(sh©┤)ō■(j©┤)Ż¼ĮŌøQ┴╦¤ß├¶╝ł┘|(zh©¼)║ĖĮėėøõøļyęįŠ├┤µļyŅ}Ż¼ėų─▄ęįą┼Žó╗»Ą─║ĖĮėėøõøöĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąą║ĖĮėģóöĄ(sh©┤)ūįäėÖzķåŻ¼ū÷ĄĮ╝░ĢrĪóšµīŹĪóķLŠ├▒Ż┴¶PE╣▄Ą└║ĖĮėę╗╩ų┘Y┴ŽŻ¼×ķĮ©┴ó╣▄Ą└╚½╔·├³ų▄Ų┌╣▄└Ē╠ß╣®šµīŹĪó┐╔ūĘ╦▌Ą─öĄ(sh©┤)ō■(j©┤)┘Y┴ŽŻ╗═¼ĢrŻ¼┐╔ęįŪÕ╬·Īóų▒ė^Ą─┼ąöÓ║ĖĮėĮY(ji©”)╣¹╩Ūʱį┌ę¬Ū¾ĘČć·ā╚(n©©i)Ż¼×ķ║Ė╣żūį▓ķPE║Ė┐┌║ĖĮė┘|(zh©¼)┴┐Īó▒O(ji©Īn)└ĒĘĮ╝░╝ūĘĮ▒O(ji©Īn)ČĮPE║Ė┐┌║ĖĮė┘|(zh©¼)┴┐Īó╔Ž╝ēų„╣▄▓┐ķT▀h(yu©Żn)│╠▒O(ji©Īn)╣▄PE║Ė┐┌║ĖĮė┘|(zh©¼)┴┐╠ß╣®┴╦šµīŹ║═▒Ń└¹Ą─╣żŠ▀ĪŻ
ęįįŲėŗ╦ŃĪó┤¾öĄ(sh©┤)ō■(j©┤)║═╚╦╣żųŪ─▄╦∙┤·▒ĒĄ─ą┼Žó╗»ĪóöĄ(sh©┤)ūų╗»š╣¼F(xi©żn)Ą─ÅŖ┤¾╔·«a(ch©Żn)┴”║═░l(f©Ī)š╣ĘĮŽ“Ż¼ęčĮø(j©®ng)│╔×ķę²ŅI(l©½ng)äō(chu©żng)ą┬Īó“ī(q©▒)äė▐D(zhu©Żn)ą═Īó╦▄įņā×(y©Łu)ä▌Ą─Ž╚ī¦(d©Żo)┴”┴┐Ż¼š²╔Ņ┐╠Ė─ūāų°░³└©╚╝?x©¼)ŌąąśI(y©©)į┌ā╚(n©©i)Ą─╦∙ėąąąśI(y©©)ĪŻ PE╣▄Ą└║ĖĮėėøõøą┼Žó╗»īó║ĖĮėėøõø▐D(zhu©Żn)╗»×ķ┤¾öĄ(sh©┤)ō■(j©┤)▓ó┤µā”į┌įŲĘ■äš(w©┤)Ų„ųąŻ¼ū„×ķśŗ(g©░u)Į©╚╝?x©¼)Ō╣▄ŠW(w©Żng)ą┼Žó╗»╚½╔·├³ų▄Ų┌╣▄└ĒĄ─ųžę¬ę╗Łh(hu©ón)Ż¼╬┤üĒ×ķ╚╝?x©¼)Ō╣ż│╠Į©įO(sh©©)┘|(zh©¼)┴┐AIįu╣└Īó╚╝?x©¼)Ō╣▄ŠW(w©Żng)┘Y«a(ch©Żn)AI’L(f©źng)ļUįu╣└Ą╚╚╝?x©¼)ŌąąśI(y©©)╚╦╣żųŪ─▄æ¬(y©®ng)ė├ł÷Š░╠ß╣®┴╦ųžę¬Ą─öĄ(sh©┤)ō■(j©┤)ų¦ō╬ĪŻ
ģó┐╝╬─½I(xi©żn)Ż║
[1] Ž»ĄżŻ¼å╠ز. ╠ßĖ▀PE╚╝?x©¼)Ō╣▄║ĖĮė┘|(zh©¼)┴┐Ą─═ŠÅĮ[J].├║ÜŌ┼c¤ß┴”Ż¼ 2019Ż©8Ż®Ż║ 30-33.
[2] ┌w╝t.Š█ęꎮ╣▄Ą└║ĖĮė╝╝ąg(sh©┤)║═įuārĘĮĘ©[J].ųąć°╦▄┴ŽŻ¼ 2011(7)Ż║ 48-53.

ū„š▀║åĮķŻ║Ž»ĄżŻ¼┤¾īW(xu©”)▒Š┐ŲŻ¼Ė▀╝ē╣ż│╠ĤŻ¼Š═┬Üė┌Ė█╚A═Č┘YėąŽ▐╣½╦ŠŻ¼ķLŲ┌Å─╩┬╚╝?x©¼)Ō╣ż│╠╣▄└Ē╣żū„ĪŻ┬?li©ón)ŽĄĘĮ╩ĮŻ║ 13510383772Ż¼ echo.xi @towngas.com.cnĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢
Ė╩╣½ŠW(w©Żng)░▓éõ 62010202003034╠¢ 
