



╣▄Ą└ā╚Ę└Ė»ča┐┌ÖCŲ„╚╦ŽĄĮyĄ─čąųŲ
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║║╬┴ų ĢrķgŻ║2019-3-22 ķåūxŻ║
╬„░▓┼╔ŲšĒfĀ¢ÖCŲ„╚╦╝╝ągėąŽ▐╣½╦Š
š¬ ꬯║╣▄ŠĆ┐éĖ»╬g┤®┐ū┴┐90%üĒūįā╚▒┌Ė»╬gŻ¼Č°║Ė┐p▓┐╬╗Ė»╬g╩¦ą¦Ė³š╝Į^┤¾▓┐Ęų[1-2]ĪŻßśī”─┐Ū░┤µį┌Ą─╝╝ągŲ┐ŅiŻ¼čą░l┴╦ā╚ča┐┌ŽĄĮyŻ¼▀mæ¬DN250╝░ęį╔Ž╣▄ÅĮŻ╗ī”║Ė┐p╝░ŅA┴¶ģ^ė“▓╔ė├ćŖ╔░╠Ä└ĒŻ╗┼õų├╔░┴Ž╗ž╩šŽĄĮyŻ╗▓╔ė├¤oÜŌćŖ═┐čbų├Ż╗ę╗┤╬▀M╚ļ═Ļ│╔30Ī½40ča┐┌Ż¼¤oŠĆ▀b┐žŻ¼╣▄ā╚ęĢŅl«ŗ├µ╝░┐žųŲųĖ┴ŅīŹĢré„▌öĪŻ╠ß╔²┴╦¼Fł÷ā╚ča┐┌╣ż╦ćĄ─£╩┤_ąį║══Ļš¹ąįŻ¼ėąą¦ĮŌøQ┴╦▒Ē├µ╠Ä└Ē▓╗▀_ś╦║═╚╦åT░▓╚½ąį▓ŅĄ─å¢Ņ}Ż¼¼Fł÷įć“׹¦╣¹┴╝║├ĪŻ
å╬Ė∙õō╣▄į┌Ę└Ė»ÅSŅAųŲĘ└Ė»īėŻ¼ā╔Ņ^ŅA┴¶ę╗Č╬Ż©ķLČ╚╝s50Ī½100 mmŻ®╬┤Ę└Ė»▒Ē├µŻ¼į┌╩®╣ż¼Fł÷õō╣▄ī”║ĖČ°ą╬│╔║Ė┐pŻ¼ßśī”║Ė┐p╝░║Ė┐pā╔é╚ŅA┴¶ģ^ė“Ą─▒Ē├µ╠Ä└Ē║═Ę└Ė»īė═┐Ė▓’@Ą├ė╚×ķųžę¬ĪŻ
õō╣▄▒Ē├µ▀MąąćŖ╔░╠Ä└ĒŻ¼╩╣Ą├▒Ē├µ▀_ĄĮĮī┘Į³░ūŻ¼╝┤Õ^╝y×ķSa2.5╝ēŻ¼▒Ē├µ┤ų▓┌Č╚×ķ40Ī½60 ”╠ mŻ¼╚╗║¾į┌┬Ń┬ČĮī┘▒Ē├µķWõPŪ░▀MąąćŖ═┐ū„śI[3]Ż¼│╔╩ņĄ─ŅAųŲ╣ż╦ć╩╣Ą├õō╣▄Ę└Ė»īė┘|┴┐ĘĆČ©Īóę╗ų┬ąįā×┴╝ĪŻ¼Fł÷║ĖĮė║¾Ż¼ßśī”║Ė┐p╝░║Ė┐pā╔é╚ŅA┴¶ģ^ė“▀MąąĘ└Ė»ča┐┌ĪŻ─┐Ū░ć°ā╚╣▄Ą└Į©įO╣ż│╠ųąŻ¼╣▄ÅĮ┤¾ė┌DN800Ą─╣▄Ą└Ż¼ė╔╣żū„╚╦åTöyĦ═┐┴Ž▀M╚ļ╣▄Ą└▀Mąą╦ó═┐Ż¼▀@śėū÷╝╚▓╗─▄▒ŻūCča┐┌═┐īėĄ─┘|┴┐Ż¼ėųĮo╣żū„╚╦åTĦüĒ▓╗░▓╚½ę“╦žŻ╗╣▄ÅĮį┌DN300©DDN800Ą─╣▄Ą└Ż¼▓╔ė├ā╚ča┐┌▄ć▀Mąąča┐┌Ż¼ßśī”║Ė┐p╝░║Ė┐pā╔é╚ŅA┴¶ģ^ė“Ą─▒Ē├µ╠Ä└Ē▓╔ė├õōĮz╦ó┤“─źĄ─ĘĮ╩Į[4]Ż¼Č°▀@ĘN┤“─źĘĮ╩ĮŻ¼õō╣▄▒Ē├µÕ^╝y═∙═∙▀_▓╗ĄĮę¬Ū¾ĪŻ
▓╔ė├╚╦╣żĘĮ╩Į▀Mąąā╚ča┐┌ū„śI┤µį┌ųTČÓå¢Ņ}Ż║ó┘╩ų╣ż╦ó═┐Ż¼¤oĘ©▒ŻūC═┐īėĄ─Š∙ä“ąįĪó▀B└mąįŻ¼ų┬╩╣┤µį┌▌^ČÓ╬óŽČÜŌ┼▌ĪŻó┌╣▄ā╚▓┘ū„┐šķgėąŽ▐Ż¼▓╗─▄▒ŻūC100%Ą─▒Ē├µ▒╗Ė▓╔wĪŻó█░▓╚½ąį▓ŅŻ¼╣▄ā╚č§ÜŌŽĪ▒ĪŻ¼ęūī”╚╦åTįņ│╔é¹║”ĪŻ▓╔ė├─┐Ū░╝╝ągĄ─ā╚ča┐┌▄ćū„śIę▓┤µį┌ę╗ą®å¢Ņ}Ż║ó┘┤“─ź╦ó╠Ä└Ē▒Ē├µŻ¼Õ^╝y▀_▓╗ĄĮSa2.5╝ēŻ¼ĮĄĄ═┴╦═┐īė┼c▒Ē├µĄ─š│Įė┴”ĪŻó┌┤“─źĮYśŗū÷╗ž▐D▀\äėŻ¼▓╗─▄▒ŻūC║Ė┐pŁhą╬ģ^ė“Ą─┤“─źą¦╣¹ę╗ų┬ąįĪŻó█┤“─ź▀^│╠ųą«a╔·Ą─ēm░Ż║═ļs┘|╦─ęń’h╔óŻ¼¤oĘ©▒ŻūC▒╗╠Ä└Ēģ^ė“Ą─ŪÕØŹČ╚Ż¼ę▓Ģ■╬█╚ŠŽÓÓÅča┐┌▓┐╬╗╬┤▒ĒĖ╔Ą─═┐īėĪŻ
ßśī”╔Ž╩÷å¢Ņ}Ż¼ėą▒žę¬įOėŗķ_░lę╗ĘN─▄ē“ØMūŃ¼Fł÷║Ė┐pā╚ćŖ╔░ę¬Ū¾Ą─ča┐┌ÖCŲ„╚╦ŽĄĮyŻ¼īŹ¼Fī”║Ė┐p╝░║Ė┐pā╔é╚ŅA┴¶ģ^ė“Ą─▒Ē├µ╠Ä└Ē▀_Sa2.5╝ēĪó╔░┴Ž╗ž╩šį┘└¹ė├Īó╚½│╠ū„śI¤oŠĆ▀b┐žŻ¼ęį╝░ī”ča┐┌┘|┴┐īŹĢr┐žųŲĪŻ
1 ĮYśŗįOėŗ
1.1 įOėŗįŁ└Ē
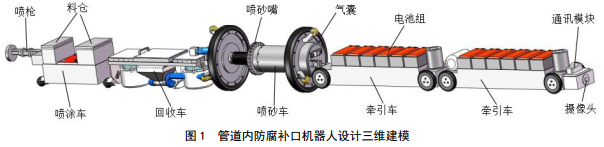
š¹╠ūā╚ča┐┌ÖCŲ„╚╦įOéõ¬q╚ńę╗┴ąąĪ╗▄毩łD 1Ż®Ż¼ Å─Ņ^ų┴╬▓ę└┤╬╩Ūā╔┼_Ā┐ę²▄ćĪóćŖ╔░▄ćĪó╗ž╩š▄ć║═ćŖ═┐▄ćŻ¼├┐▌v▄ćų«ķgė╔╚fŽ“╣Ø┬ōĮėŻ¼┐╔ęį▒ŻūC▄ć┼c▄ćų«ķgėąę╗Č©Ą─ūįė╔Č╚ĪŻĄ┌ę╗┼_Ā┐ę²▄ćöyĦĖ▀ŪÕözŽ±ÖC║══©ėŹ─ŻēKŻ¼Ė▀ŪÕözŽ±ÖC┐╔ęįÖz▓ķ╣▄Ą└ā╚▓┐ėą¤o«É╬’Ż¼▀Ć┐╔ęįė^▓ņ║Ė┐p║ĖĮė┘|┴┐Ż¼▓óŪęīóĖ▀ŪÕ«ŗ├µ═©▀^═©ėŹ─ŻēKīŹĢré„▌öĮo╣▄═ŌĄ─┐žųŲ╚╦åTĪŻā╔┼_Ā┐ę²▄ćöyĦūŃ┴┐Ą─ļŖ│žĮMŻ¼╣®Įo║¾├µĄ─Ė„éĆ▄ćĪŻĀ┐ę²▄ćĄ─Ā┐ę²å╬į¬▓╔ė├ļŖÖC╝ė£u▌å╬üŚU£p╦┘Žõ─Ż╩ĮŻ¼╦┘Č╚▌ö│÷ĘĆČ©ĪŻĀ┐ę²▄ć║¾├µ┬ōĮėų°ćŖ╔░▄ćŻ¼ćŖ╔░▄ćā╔Č╦░▓čbėąÜŌ─ęŻ¼ā╚▓┐░▓čbų°ćŖ╔░ūņŻ¼«öözŽ±ÖC£╩┤_Č©╬╗║Ė┐p║¾Ż¼ÜŌ─ę│õÜŌīóćŖ╔░ūņ├▄ĘŌį┌ā╚▓┐Ż¼ćŖ╔░ūņĖ▀╦┘ą²▐DŪęū÷ęį║Ė┐p×ķųąą─Ą─ų▒ŠĆ═∙Å═▀\äėŻ¼┤╦ĢrŻ¼╗ž╩š▄ć╔ŽĄ─╔░┴Ž▒╗╦═╚ļćŖ╔░ūņŻ¼Ė▀╦┘┤“ō¶ĄĮõō╣▄▒Ē├µŻ¼╚ń┤╦Ę┤Å═ū„śIöĄ╗žŻ¼īó║Ė┐p╝░║Ė┐pā╔é╚ŅA┴¶ģ^ė“╠Ä└Ē│╔Įī┘Į³░ū╔½Ż¼╝┤Õ^╝y×ķSa2.5╝ēŻ¼▒Ē├µ┤ų▓┌Č╚×ķ40Ī½60”╠mĪŻū„śI═Ļ«ģŻ¼ÜŌ─ę╩š╗žŻ¼╗ž╩š▄ćīó╣▄Ą└Ąū▓┐Ą─╔░┴Ž╝░ļs┘|╩š╗žŻ¼ęįéõį┌Ž┬ę╗Ą└║Ė┐pį┘╩╣ė├ĪŻ╗ž╩š▄ć║¾├µ┬ōĮėų°ćŖ═┐▄ćŻ¼įō┼_ćŖ═┐▄ć┐╔ęįćŖ═┐ęč╗ņ║ŽĄ─¤o╚▄䮣h觜õų¼═┐┴ŽŻ¼ę▓┐╔ęį░┤šš╝╚Č©▒╚└²▀ģ╗ņ║Ž▀ģćŖ═┐¤o╚▄䮣h觜õų¼═┐┴ŽĪŻćŖ═┐▄ć╔ŽöyĦözŽ±ÖCŻ¼┐╔ęį▒ŻūCćŖśī£╩┤_Č©╬╗║Ė┐pŻ¼▓óŪęū÷ęį║Ė┐p×ķųąą─Ą─ų▒ŠĆ═∙Å═▀\äėŻ¼īó║Ė┐pĪó║Ė┐pā╔é╚ŅA┴¶ģ^ė“╝░Ę└Ė»īė┤ŅĮėģ^ė“═Ļ╚½Ė▓╔wĪŻ
╣▄Ą└═Ō┐žųŲŽĄĮy░³└©╣Pėø▒ŠļŖ─X║═¤oŠĆ░l╔õčbų├Ż¼╣Pėø▒ŠļŖ─X╔Ž░▓čbėą▓┘ū„▄ø╝■ĪŻā╚ča┐┌ÖCŲ„╚╦▀M╚ļ╣▄Ą└Ż¼▓┘ū„╚╦åT═©▀^▄ø╝■║═¤oŠĆ░l╔õčbų├ī”ā╚ča┐┌ÖCŲ„╚╦▀MąąīŹĢr▀b┐žŻ¼┐╔ęį═Ż▄ćī”║Ė┐p▀MąąŁhęĢŅlė^▓ņ║═║Ė┐p╚▒Ž▌┼─ššŻ©łD 2Ż®ĪŻ

1.2 ┐žųŲŽĄĮyįOėŗ
╣▄Ą└ā╚ča┐┌ÖCŲ„╚╦Ą─ļŖūė┐žųŲŽĄĮyĮYśŗŻ¼╚ńłD 2╦∙╩ŠĪŻ┐žųŲų„░Õ░▓čbį┌Ā┐ę²▄ć╔ŽŻ¼ų„░Õ╔ŽCPU░³║¼┤µā”Ų„║═┤«┐┌Ż¼┤µā”Ų„ė├üĒ┤µā”├┐éĆözŽ±ÖCęĢŅlššŲ¼║═║Ė┐pėŗöĄŻ¼┤«┐┌ė├üĒīŹ¼F┐žųŲų„░Õ║══©ėŹ─ŻēKĄ─═©ėŹĪŻĀ┐ę²▄ć╔ŽįOų├ėą═©ėŹ─ŻēKĪóļŖ│ž╣▄└ĒļŖ┬Ę║═ļŖÖC┐žųŲ─ŻēKŻ¼ļŖ│ž╣▄└ĒļŖ┬Ęė├üĒī”Ā┐ę²▄ćļŖ│žĮM║Ž└Ēā×╗»Ą─│õĘ┼ļŖŻ¼╩╣Ą├ļŖ│žĮM▀_ĄĮūŅ╝č└m║Į─▄┴”ĪŻļŖ│ž╣▄└ĒļŖ┬ĘīóļŖ─▄ę└┤╬Ęų┼õĮo═©ėŹ─ŻēKĪóözŽ±ÖCĪóĀ┐ę²ļŖÖC1║═2ĪóÜŌ▒├ļŖÖCĪóćŖ╔░ļŖÖCĪó╦═┴ŽļŖÖCĪó╗ž╩šļŖÖC║═ćŖ═┐ļŖÖCĪŻćŖ╔░▄ćįOų├ėąözŽ±ÖCĪóÜŌ▒├ļŖÖCĪóćŖ╔░ļŖÖC║═ćŖ╔░ļŖÖC┐žųŲ─ŻēKĪŻ╗ž╩š▄ćįOų├╦═┴ŽļŖÖCĪó╗ž╩šļŖÖC║═ļŖÖC┐žųŲ─ŻēKĪŻćŖ═┐▄ćįOų├ėąözŽ±ÖCĪóćŖ═┐ļŖÖC║═ļŖÖC┐žųŲ─ŻēKĪŻ▓┘ū„╚╦åTį┌▄ø╝■Įń├µŠÄ▌ŗųĖ┴ŅŻ¼═©▀^Ā┐ę²▄ć▌d═©ėŹ─ŻēK░l╔õĮo┐žųŲų„░ÕŻ¼┐žųŲų„░Õ╔ŽCPUīóųĖ┴ŅĘųäe╦═ĮoĀ┐ę²ļŖÖC┐žųŲ─ŻēKĪóćŖ╔░ļŖÖC┐žųŲ─ŻēKĪó╦═┴Ž║═╗ž╩šļŖÖC┐žųŲ─ŻēKĪóćŖ═┐ļŖÖC┐žųŲ─ŻēKĪŻ
2 ╝╝ągģóöĄ
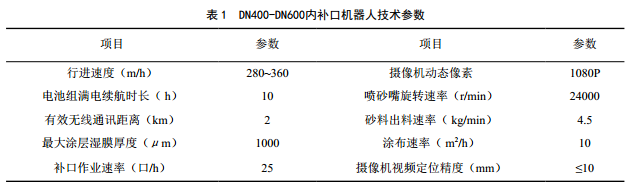
īó╣▄ÅĮĘČć·äØĘų×ķDN250©DDN400Īó DN400Ī¬ DN600Īó DN600©DDN800Ż¼ßśī”╚²éĆ╣▄ÅĮĘČć·ĘųäeųŲū„┴╦ćŖ╔░▄ćĪó╗ž╩š▄ć║═ćŖ═┐▄ćŻ¼į┌─ŻöM╣▄Ą└ā╚Ę┤Å═įć“ׯ¼┤_Č©┴╦│§▓ĮĄ─╝╝ągģóöĄĪŻ DN400©DDN600ā╚ča┐┌ÖCŲ„╚╦╝╝ągģóöĄ┴ąė┌▒Ē 1ĪŻ
3 ─ŻöM╣▄Ą└įć“×
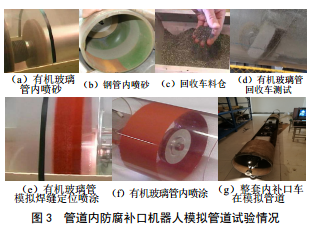
×ķ┴╦Ė³║├Ą─“×ūCĮYśŗŻ¼į┌įć“×╩ę┤ŅĮ©─ŻöM╣▄Ą└ĪŻłD 3×ķDN400─ŻöM╣▄Ą└įć“×ŪķørĪŻ
4 ¼Fł÷╩®╣ż
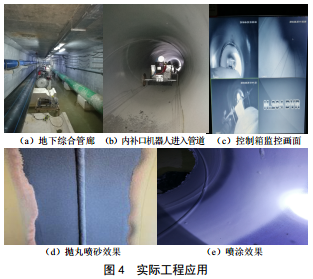
Įø┐éĮYÜw╝{─ŻöM╣▄Ą└įć“×ģóöĄŻ¼īóćŖ╔░▄ćĪó╗ž╩š▄ć║═ćŖ═┐▄ćĄ─ĮYśŗū÷┴╦ā×╗»š{š¹Ż¼│╠ą“╝░┐žųŲ┴„│╠ę▓ū÷┴╦╝Ü╗»Ż¼į┌ĖŻĮ©╩ĪĖŻų▌╩ąŲĮ╠ČŠC║ŽīŹ“×ģ^ĄžŽ┬ŠC║Ž╣▄└╚Ė╔ŠĆ╣ż│╠Ż©ę╗Ų┌Ż® PPPĒŚ─┐╔Ž▀Mąą┴╦╣▄Ą└ā╚ča┐┌ū„śIŻ¼ęį▀Mę╗▓Į“×ūCćŖ╔░▄ćĪó╗ž╩š▄ć║═ćŖ═┐▄ćĮYśŗĄ─┐╔┐┐ąį(łD 4)ĪŻ╩®╣ż╣▄Ą└╣▄ÅĮ×ķ”š426Ī┴8 mm║═”š630Ī┴10 mmŻ¼ķLČ╚Ęųäe×ķ11 323.0 m║═14 013.7 mŻ¼║Ė┐┌öĄ┴┐Ęųäe×ķ1 258┐┌║═1 557┐┌ĪŻ
5 ĮYšō
įö╝ÜĘų╬÷«öŪ░╣▄Ą└ā╚Ę└Ė»ča┐┌╝╝ągŲ┐ŅiŻ¼čąųŲ┴╦┐╔ęį▀mė├╣▄ÅĮDN250╝░ęį╔Ž╣▄Ą└Ą─ā╚ča┐┌ÖCŲ„╚╦ŽĄĮyĪŻ▓╔ė├╠ž╩ŌĄ─ā╚ćŖ╔░ÖCąĄĮYśŗŻ¼īŹ¼F┴╦ī”▒Ē├µ╠Ä└Ē▀_ĄĮSa2.5╝ēĄ─ą¦╣¹Ż¼╩╣Ą├═┐īė┼cõō╣▄▒Ē├µĖ³║├Ą─żĮėĪŻš¹╠ūā╚ča┐┌ÖCŲ„╚╦įOéõīŹ¼F┴╦╚½│╠¤oŠĆ▀b┐žū„śIŻ¼╠ßĖ▀┴╦ā╚ča┐┌ū„śIą¦┬╩ĪŻ
ģó┐╝╬─½IŻ║
[1]═§š±┐ŲŻ¼ė╬š²░▓Ż¼ģŪ║ķزŻ¼Ą╚Ż«╣▄Ą└ā╚Ę└Ė»īėča┐┌╝╝ąg蹊┐▀Mš╣[J]Ż«╣▄Ą└╝╝ąg┼cįOéõŻ¼ 2012Ż¼(3)Ż║ 48-50Ż«
[2]ų▄┴ó╔»Ż©ūgŻ®Ż«ć°═Ō╣▄Ą└ā╚Ę└Ė»╝░ā╚═ŌĘ└Ė»īėča┐┌ĘĮĘ©Ż«ć°═Ōė═╠’▀^│╠Ż¼ 1994Ż¼Ż©5Ż®Ż║ 59.
[3]ŚŅ╚½░▓Ż¼ųņĘĮ▌xŻ«ė═╠’║ĖĮėõō┘|╣▄Ą└į┌ŠĆöD═┐Ę└Ė»Ą─ā╔éĆĻPµIå¢Ņ}[J]Ż«Ė»╬g┼cĘ└ūoŻ¼ 2009(36)Ż║167-172Ż«
[4]ŚŅĮČŻ«╣▄Ą└ā╚Ę└Ė»ųŪ─▄ča┐┌ÖC╝░Ę└Ė»┘|┴┐Öz£yāx[J]Ż«ė═ÜŌ╠’Ąž├µ╣ż│╠Ż©OGSEŻ®Ż¼ 2001Ż¼ 20Ż©2Ż® :41-42Ż«
ū„š▀Ż║║╬┴ųŻ¼─ąŻ¼ 1982─Ļ╔·Ż¼┤¾īW▒Š┐ŲŻ¼╣ż│╠ĤŻ¼čą░l▓┐ų„╣▄Ż¼ų„ę¬Å─╩┬ė═ÜŌ╣▄Ą└Ė»╬gÖz£yįOéõĪó╣▄Ą└ā╚Ę└Ė»ča┐┌įOéõ╝░╣▄Ą└═ŌĘ└Ė»īėÖz£yįuārįOéõĄ─čą░l║═ųŲįņ╣żū„ĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
