



šŠł÷╣ż╦ć╣▄Ą└į┌ŠĆūįäė╗» Æ▀├Ķ╠Įé¹ÖCŲ„╚╦╝╝ąg
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║Ė▀▓▀1 ųxĮ©ėŅ2 ŠÄūg ĢrķgŻ║2019-1-15 ķåūxŻ║
1.ųąć°╩»ė═┤¾īWŻ©▒▒Š®Ż®╣▄Ą└╝╝ąg┼c░▓╚½čąŠ┐ųąą─Ż╗ 2.ųąüå╣▄Ą└╣■╦_┐╦╦╣╠╣╣½
1 ╝╝ąg╠žąį
1.1 Æ▀├Ķ╠Įé¹āx▀M╚ļ╣▄Ą└ā╚▓┐
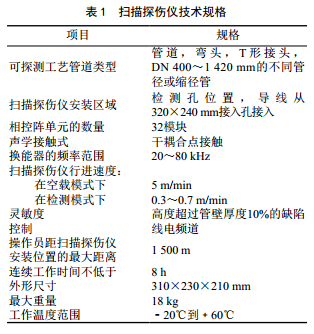
Ħé„ĖąŲ„Ą─Æ▀├Ķ╠Įé¹āxųž┴┐×ķ18 kgŻ¼Ųõ┐é│▀┤ń×ķ310Ī┴230Ī┴210 mmŻ©į┌Öz£y─Ż╩ĮŽ┬Ż®ĪŻŲõ═©▀^Özą▐┐ū▀M╚ļ╣▄Ą└ā╚▓┐Ż¼ī¦ŠĆÅ─320Ī┴240 mmĄ─Įė╚ļ┐ūĮė╚ļŻ©łD 1ĪółD 2Ż®ĪŻ

1.2 Æ▀├Ķ╠Įé¹▓Į¾E
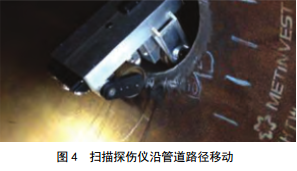
¤oąĶ╠ž╩ŌŪÕ└ĒŻ¼┐žųŲ─ŻēKŻ©łD 3Ż®┐žųŲÆ▀├Ķ╠Įé¹āxčžų°╣▄Ą└┬ĘÅĮęŲäėŻ©łD 4Ż®Ż¼╩╣ė├ęĢŅl╣ŌīWŽĄĮyŻ©ęĢėX║═│▀┤ńÖz▓ķŻ®║═Š▀ėąĖ╔±Ņ║Ž³cĮėė|Ą─┬ĢōQ─▄Ų„Ą─ŽÓ┐žĻćĻć┴ąŻ©│¼┬Ģī¦▓©Īó╝¶Ūą╦«ŲĮ▓©Īó SH▓©Ż®Ż¼Öz£y╣▄Ą└į¬╝■Ą─Įī┘─Ė▓─║═║ĖĮėĮėŅ^Ż¼╔·│╔│§╩╝į\öÓöĄō■Ż¼▓óīóöĄō■é„▌öĄĮ▓┘ū„åT┐žųŲ├µ░ÕĪŻ

1.3 Æ▀├Ķ╠Įé¹āx╣żū„─Ż╩Į
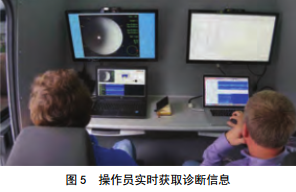
Æ▀ ├Ķ ╠Į é¹ āx Ą─ ā╚ ų├ ╩Į õć Ī¬ ĶF Š█ ║Ž ╬’ ąŅ ļŖ │žŻ©200 W/h╚▌┴┐Ż®┐╔╠ß╣®ķL▀_8 hĄ─ūįĮo╩Į▓┘ū„ļŖ┴”Ż©ūŅĖ▀ąą±é╦┘Č╚┐š▌d─Ż╩ĮŽ┬5 m/minŻ¼Öz£y─Ż╩ĮŽ┬0.3Ī½0.7 m/minŻ®ĪŻ▓┘ū„åTŻ©ŠÓļx▓Õ╚ļÆ▀├Ķ╠Įé¹āxĄ─╬╗ų├ūŅ▀h×ķ 1 500 mŻ®═©▀^Wi-FiŠWĮjīŹĢr┐žųŲÆ▀├Ķ╠Įé¹āxęŲäėŻ¼▓óīŹĢr½@╚Īį\öÓą┼ŽóŻ¼╚ńłD 5╦∙╩ŠĪŻ
2 ĻPµI─ŻēK
2.1 é„ĖąŲ„
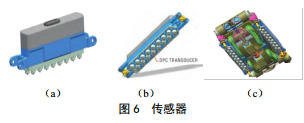
ŽÓ┐žĻć│¼┬Ģ▓©Öz£yå╬į¬╗∙ė┌Š▀ėąĖ╔±Ņ║Ž³cĮėė|Ż©DPCŻ®Ą─│¼┬Ģ▓©ōQ─▄Ų„Ż¼į╩įS═©▀^ōQ─▄Ų„Ą─╠š┤╔▒ŻūoŲ„║═Įī┘▒Ē├µų«ķgĄ──”▓┴āHį┌╣▄Ą└▒┌ųą░l╦═║═Įė╩š│¼┬Ģ▓©Č°▓╗ąĶꬱŅ║Žä®ĪŻę╗ĮM32éĆDPCé„ĖąŲ„ą╬│╔ę╗éĆį┌╦∙ąĶĘĮŽ“╔ŽŽÓ┐žĻćĻć┴ąŻ©AAŻ®Ż¼▓óį┌╣▄▒┌╔Žą╬│╔ę²ī¦Ą─│¼┬Ģ▓©Ż¼Ņl┬╩ĘČć·×ķ20 Ī½80 kHzŻ©īżšęĖ▀Č╚│¼▀^╣▄▒┌║±Č╚10ŻźĄ─╚▒Ž▌Ż¼ėąą¦Öz£yķLČ╚┐╔▀_4 000 mmŻ®Ż¼╚ńłD 6╦∙╩ŠĪŻ
2.2 ęĢŅl╣ŌīWŽĄĮy
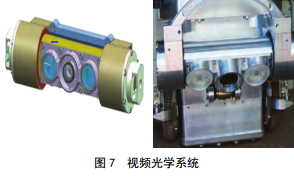
Æ▀├Ķ╠Įé¹āxĄ─ęĢŅl╣ŌīWŽĄĮy╠ß╣®į┌ŠĆęĢėXÖz£yŻ¼╠ß╣®5 m/minęĢŅl═Ōė^Öz▓ķöĄō■ĪŻęĢŅl╣ŌīWŽĄĮy░³└©ę╗éĆ500╚fŽ±╦žŠžĻćĄ─Ė▀ŪÕözŽ±Ņ^║═ę╗éĆ180ĪŃ╩░╚ĪĮŪČ╚Ą─özŽ±ńRŅ^Ż¼ā╔éĆLED╔õ¤¶║═┤╣ų▒ŲĮ├µ─ŻēKŻ¼┐╔═¼Ģrį┌Æ▀├Ķ╠Įé¹Ģr“īäė║═åóäėŻ¼╚ńłD 7╦∙╩ŠĪŻŲõ═¼ĢrĦėąā╔éĆ╬╗ė┌š²├µ║═▒│├µĄ─ŅÉ╦ŲĄ─ęĢŅl╣ŌīWŽĄĮyå╬į¬Ż¼į┌ąĪų▒ÅĮ╣▄Ą└Ż©ąĪė┌DN 500 mmŻ®ā╚Ż¼Æ▀├Ķ╠Įé¹āx¤oĘ©▐DäėŻ¼ätąĶꬥ┌Č■┼_özŽ±ÖCŽÓī”Æ▀├Ķ╠Įé¹āxĘ┤Ž“ęŲäėĪŻįō─ŻēK▀Ć░³└©╝ū═ķØŌČ╚£y┴┐é„ĖąŲ„║══Č╔õ╝ż╣ŌŲ„ĪŻ
2.3 ┤┼ļŖÖC“īäė
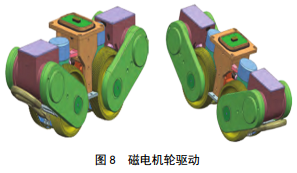
Æ▀├Ķ╠Įé¹āx═©▀^┤┼ļŖÖC▌å“īäė─ŻēKčž╚╬ęŌ┬ĘÅĮęŲäėŻ¼┤┼─ŻēK╗∙ė┌ŽĪ═┴ė└┤┼¾wŻ¼Š▀ėąĖ▀Üł┴¶Ėąæ¬┤┼ł÷Ż¼ĶF┤┼▒Ē├µ«a╔·61.22 kg (600 N)Ą─└Ł┴”Ż¼é„ĖąŲ„ā╚ų├ė┌─ŻēKųąŻ¼ė├ė┌Ėąæ¬Ī░▌å├µĪ▒▌å└¬Ą─┤┼ł÷ÅŖČ╚Ż¼į╩įSÅ─ĶF┤┼▒Ē├µėøõø▄ć▌åĘųļx┼żŠžŻ¼╚ńłD 8╦∙╩ŠĪŻ
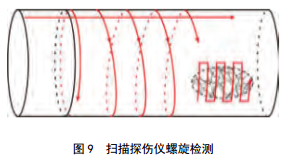
╚²▌S╬óļŖÖCŽĄĮyā╚ų├ė┌ļŖÖC▌å“īäė─ŻēKŻ¼Å─Č°īŹ¼F┬ĘÅĮČ©╬╗╣”─▄Ż©╚²ŠS═žōõĮYśŗČ©╬╗Ż®Ż¼▓ó┐žųŲÆ▀├Ķ╠Įé¹āxį┌ūįäė─Ż╩ĮŽ┬ęŲäėŻ¼▀\äė─Ż╩Į╚ńłD 9╦∙╩ŠĪŻ
äė┴”“īäėŲĮ┼_į╩įSÆ▀├Ķ╠Įé¹āxčžų°Ė„ĘNį¬╝■Ż©╣▄Ą└Ż¼ÅØŅ^Ż¼ Tą╬ĮėŅ^Ż¼£pÅĮ╣▄Ż¼ĻPķ]║═┐žųŲķyŻ®ęŲ äėŻ¼▀m║Žė┌DN 400Ī½1 420 mm╣▄Ą└ĪŻ“īäėŲĮ┼_▓╔ė├Č■▌SĘĮ░ĖŻ¼į╩įS╚²═©Tą═ĮėŅ^▀M╚ļŻ¼┐╔▒▄šŽŻ¼čž╚╬ęŌ┬ĘÅĮęŲäėĪŻ
3 Öz£yłDŽ±
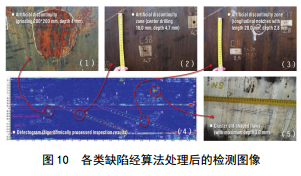
▓┘ū„åTīŹĢrÖz£y╚ńŽ┬╣żørŻ¼½@╚Ī╣▄Ą└Æ▀├Ķ╠Įé¹łDŽ±Ż¼╚ńłD 10Ż©1Ż®Ī½Ż©5Ż®╦∙╩ŠĪŻ
Ż©1Ż®╚╦╣ż▀B└m╚▒Ž▌Ż©─źŽ„200Ī┴200 mmŻ¼╔ŅČ╚4.0 mmŻ®ĪŻ
Ż©2Ż®╚╦╣ż▓╗▀B└mģ^ė“Ż©ųąą─Ń@┐ū10.0 mmŻ¼╔ŅČ╚4.7 mmŻ®ĪŻ
Ż©3Ż®╚╦╣ż▓╗▀B└mģ^ė“Ż©┐vŽ“▓█┐┌Ż¼ķLČ╚×ķ20.0 mmŻ¼╔ŅČ╚×ķ2.8 mmŻ®ĪŻ
Ż©4Ż®╚▒Ž▌łDŻ©Įø▀^╦ŃĘ©╠Ä└ĒĄ─Öz“×ĮY╣¹Ż®ĪŻ
Ż©5Ż®┤žĀŅ¬M┐pą╬╚▒Ž▌Ż©ūŅ┤¾╔ŅČ╚×ķ3.0 mmŻ®ĪŻ
4 ╝╝ągęÄĖ±
Æ▀├Ķ╠Įé¹āx╝╝ągęÄĖ±╚ń▒Ē 1╦∙╩ŠĪŻ
5 ĮYšō
Ż©1Ż®Æ▀├Ķ╠Įé¹āxßśī”šŠł÷╣▄Ą└Ą─Özą▐ū„śIŻ¼╩╣ė├ęĢŅl║═ŽÓ┐žĻć╠Įé¹ĘĮ╩ĮŻ¼─▄ē“Öz£y╣▄Ą└ā╚▓┐▀\ąąŪķørĪŻ
Ż©2Ż®ßśī”šŠł÷╣ż╦ć╣▄Ą└ā╚▓┐Å═ļsŪķørŻ¼Æ▀├Ķ╠Įé¹āx┐╔ īŹ ¼F ╣▄ ¾w ║═ ║Ė ┐p Ą─ ūį ė╔ Æ▀ ▓ķ Ż¼ ▓╗ ╩▄ ╚²═©Īó╣▄ÅĮĪó╣ż╦ćų¦╣▄Ą─ė░ĒæŻ¼▀_ĄĮ╚½Ė▓╔wÆ▀├ĶĄ──┐Ą─ĪŻ
Ż©3Ż®Æ▀├Ķ╠Įé¹āx╚ń║╬▀M╚ļ╣▄Ą└ā╚▓┐│╔×ķūĶĄK╣▄Ą└Öz£yĄ─ļyŅ}Ż¼ų„ę¬╩Ūė╔ė┌šŠł÷╣ż╦ć╣▄Ą└ąĶę¬▀MąąšŠł÷Įķ┘|ų├ōQĪŻę“┤╦Ż¼čąŠ┐═Ō▓┐┐žųŲ╝╝ągĪóĖ─×ķÅ─šŠł÷╩š░lŪ“═▓├ż░Õ▀M╚ļ×ķūŅ╝č─Ż╩ĮŻ¼▀@ąĶę¬Å─Ų┴▒╬┐žųŲĄ╚ĘĮ├µ▀Mąą═╗ŲŲĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
