



į┌ę█╣▄Ą└ķ_┐ū╚²═©║ĖĮė┘|┴┐ę¬Ū¾ ųą═Ōś╦£╩▒╚▌^Ęų╬÷
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║═§÷╬ Ų▌Į©└¹ ═§ń· ═§ļp┼╝ ĢrķgŻ║2019-1-15 ķåūxŻ║
ųąć°╩»ė═╣▄Ą└Šų╣ż│╠ėąŽ▐╣½╦ŠŠSōīą▐Ęų╣½╦Š
į┌ę█╣▄Ą└ķ_┐ū╚²═©║ĖĮė╩Ūė═ÜŌ╣▄Ą└Ħē║ķ_┐ūĘŌČ┬ū„śIųąĘŪ│Żųžę¬Ą─ę╗éĆŁh╣ØĪŻ─┐Ū░Ż¼ć°ā╚═ŌĻPė┌į┌ę█╣▄Ą└ķ_┐ū╚²═©║ĖĮė┘|┴┐╚▒Ę”īŻķTĄ─╝╝ągś╦£╩Ż¼║ĖĮė┘|┴┐ĻPµIė░Ēæę“╦žėą┤²╔Ņ╚ļ╠ĮėæĪŻ▒Š╬─Š═ųą═Ōś╦£╩ī”į┌ę█╣▄Ą└ķ_┐ū╚²═©║ĖĮė┘|┴┐Ą─ŽÓĻPę¬Ū¾▀Mąąī”▒╚Ż¼▓óī”ę╗ą®▓Ņ«É³c║═ĻPµI³c▀MąąėæšōĘų╬÷Ż¼ęį╠ßĖ▀╣▄Ą└ŠSōīą▐ąąśIĄ─╩®╣żū„śI─▄┴”║═┘|┴┐░▓╚½ĪŻ
1 į┌ę█╣▄Ą└ķ_┐ū╚²═©║ĖĮėĄ─║Ė─_│▀┤ń
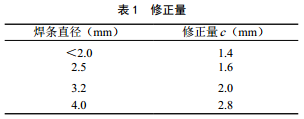
║Ė─_│▀┤ńĻPŽĄĄĮķ_┐ū╚²═©Ą─ĮYśŗÅŖČ╚┼c│ąē║─▄┴”ĪŻį┌2002─ĻĄ┌4ī├ć°ļH╣▄Ą└┤¾Ģ■╔ŽŻ¼ M.J.Rosenfeld║═Rick Baldwin╠ßĮ╗Ą─ĪČķ_┐ū╚²═©ĮŪ║Ė┐pą╬╩Įįu╣└ĪĘŻ¼╗žŅÖ┴╦į┌ę█╣▄Ą└ķ_┐ū╚²═©║ĖĮėĮŪ║Ė┐pą╬╩ĮĄ─Üv╩ĘčžĖ’Ż¼▓ó╠ß│÷ĮŪ║Ė┐p║Ė─_│▀┤ńūŅąĪ×ķ1.0▒ČĄ─ų„╣▄▒┌║±┼cĮMī”ķgŽČų«║═Ż¼ūŅ┤¾×ķ1.4▒ČĄ─ų„╣▄▒┌║±┼cĮMī”ķgŽČų«║═Ą─└ĒšōöĄō■ĪŻ
ASME B31.8ųąęÄČ©Ż¼ķ_┐ū╚²═©Č╦▓┐ĮŪ║Ė┐p║Ė─_│▀┤ń×ķŻ©1.0Ī½1.4Ż®▒Č╣▄Ą└▒┌║±╝ė╚²═©┼c╣▄Ą└ĮMī”ķgŽČŻ¼Č╦▓┐ĮŪ║Ė┐p║Ė─_│▀┤ńūŅ┤¾ųĄ×ķ1.4▒Č╚²═©ūo░ÕĄ─║±Č╚╝ė╚²═©┼c╣▄Ą└ĮMī”ķgŽČŻ©łD 1Ż®ĪŻ

ASME PCC-2ĪČē║┴”įOéõ┼cē║┴”╣▄Ą└Ą─ŠSą▐ĪĘęÄČ©Ī░╠ūąõ▒┌║±ąĪė┌Ą╚ė┌1.4▒Č╣▄Ą└▒┌║±Ą─Ż¼▓╔ė├ØM║Ė─_║Ė┐pĪ▒Ī░╠ūąõ▒┌║±┤¾ė┌1.4▒Č╣▄Ą└▒┌║±Ą─Ż¼╠ūąõ─®Č╦ęį┤¾╝s45Č╚┤“─źų┴1.4▒ČĄ─╣▄Ą└▒┌║±┼cĮMī”ķgŽČų«║═Ī▒ĪŻ
ć°ā╚╝╝ągś╦£╩GB/T 28055©D2011ĪČõō┘|╣▄Ą└Ħē║ĘŌČ┬╝╝ągęÄĘČĪĘę▓╩Ū▓╔ė├║Ė─_│▀┤ń×ķ1.4▒Č╣▄Ą└▒┌║±ś╦£╩ĪŻį┌¼Fł÷ū„śIĢrŻ¼ßśī”▓╗═¼Ą╚╝ēĄ─╣▄Ą└┼c╚²═©║ĖĮėŻ¼ŁhŽ“ĮŪ║Ė┐pĄ─║Ė─_│▀┤ń╩Ūėąģ^äeĄ─ĪŻęįųąć°╩»ė═╣▄Ą└Šų╣ż│╠ėąŽ▐╣½╦ŠŠSōīą▐Ęų╣½╦Š×ķ└²Ż¼┐╝æ]ĄĮ│Żė├╚²═©ūo░Õ▓─┘|×ķQ345RŻ¼ī”ė┌╣▄Ą└▓─┘|×ķX70╝░ęį╔Žõō╝ēĄ─į┌ę█╣▄Ą└Ż¼ŁhŽ“ĮŪ║Ė┐p║Ė─_│▀┤ń×ķ2.0▒ČĄ─▀\ąą╣▄Ą└▒┌║±Ż¼Ųõ╦¹Ą─ŁhŽ“ĮŪ║Ė┐p║Ė─_│▀┤ń×ķ1.4▒ČĄ─į┌ę█╣▄Ą└▒┌║±ĪŻ┼cć°═Ōś╦£╩ī”║Ė─_│▀┤ńĄ─ę¬Ū¾ŽÓ▒╚Ż¼ ╬ęéāīŹļHū„śIųą▓╔ė├▌^┤¾▌^▒Ż╩žĄ─║Ė─_│▀┤ńĄ─│÷░l³c╩Ū×ķ┴╦▒ŻšŽ░▓╚½ąįŻ¼Ą½╩ŪīŹļHųą┐╔─▄Ģ■ę“×ķĮŪ║Ė┐p│▀┤ń▀^┤¾Ż¼Ę┤Č°ę²Ųæ¬┴”╝»ųąĪŻć°═Ōś╦£╩ī”║Ė─_│▀┤ńĄ─ę¬Ū¾ČÓ╩Ūßśī”▓─┘|Ą╚╝ē×ķX70ęįŽ┬Ą─▀\ąą╣▄Ą└Ż¼į┌▓─┴ŽĘĮ├µėąŲõŠųŽ▐ąįĪŻŠC╔ŽŻ¼æ¬ų°ųžī”X70Īó X80Ą╚Ė▀õō╝ēį┌ę█╣▄Ą└ķ_┐ū╚²═©║Ė─_│▀┤ń▀MąąčąŠ┐║═šōūCŻ¼Å─░▓╚½Īó┘|┴┐Īó│╔▒ŠĄ╚ČÓĘĮ├µŠC║Ž┐╝æ]Ż¼┤_▒ŻĖ▀õō╝ēį┌ę█╣▄Ą└ŠSōīą▐Ą─░▓╚½ĪŻ
2 į┌ę█╣▄Ą└║ĖĮėĢr╣▄ā╚Ą─Įķ┘|┴„╦┘
API 2201ĪČ╩»ė═╩»╗»ąąśIĦē║ķ_┐ū░▓╚½ū÷Ę©ĪĘųĖ├„Ż¼Ī░▒┌║±ąĪė┌6.4 mmĢrŻ¼║ĖĮėĢr▒Ż│ųĮķ┘|┴„╦┘ąĶ┐╝æ]ĮĄĄ═╚█┤®┼c£p╔┘┴č╝yų«ķgĄ─ŲĮ║ŌĪ▒Ī░▒┌║±į┌6.4 mm┼c12.7 mmų«ķgĢrŻ¼æ¬▒M┴┐ĮĄĄ═┴„╦┘ęįų·ė┌£p╔┘┴č╝y┼c▒▄├Ō╚█┤®Ī▒Ī░«ö▒┌║±┤¾ė┌12.7 mmĢrŻ¼┴„╦┘Ą─ė░Ēæ┐╔ęį║÷┬į▓╗ėŗĪ▒ĪŻ
Üż┼ŲDEP 31.38.60.10ĪČĦē║ķ_┐ūĪĘę¬Ū¾Ż¼Ī░│²ĘŪ─▄ē“┤_šJ║ĖĮėĢr▓╗Ģ■«a╔·ęū╚╝ęū▒¼╗ņ║Ž╬’Ż©╝┤¤oč§ÜŌ╗ņ╚ļŻ®Ż¼Ę±ät▓╗─▄į┌¤o┴„╦┘Ż©0 m/sŻ®╗“ķgöÓ┴„äėĄ─╣▄Ą└╔Ž║ĖĮėĪ▒Ż¼╚ń╣¹┤_īŹąĶę¬║ĖĮėŻ¼æ¬įōĪ░▒Ż│ųūŅĄ═0.4 m/sĄ─┤ĄÆ▀┴„╦┘Ī▒ĪŻ═¼Ģrįōś╦£╩ę¬Ū¾Ż¼ę║¾w╣▄Ą└║ĖĮėĢrūŅ┤¾┴„╦┘×ķ1.75 m/sŻ¼ÜŌ¾w╣▄Ą└¤oūŅ┤¾┴„╦┘Ž▐ųŲĪŻ
GB/T 28055©D2011ę¬Ū¾ķ_┐ū╚²═©║ĖĮėĢrŻ¼Ī░╣▄Ą└ā╚ę║¾w┴„╦┘▓╗æ¬┤¾ė┌5 m/sŻ¼ÜŌ¾w┴„╦┘▓╗æ¬┤¾ė┌10 m/sĪ▒ĪŻ
ŠC╔Ž┐╔┐┤│÷Ż¼Ė„ś╦£╩ī”į┌ę█╣▄Ą└║ĖĮėĢr╣▄Ą└ā╚Įķ┘|┴„╦┘Ą─ĘČć·ęÄČ©┤µį┌▌^┤¾Ą─▓Ņ«ÉŻ¼Č°╣▄Ą└ā╚Įķ┘|┴„╦┘╩Ū║ĖĮė▀^│╠«a╔·Üõų┬┴č╝yĄ─ĻPµIę“╦žų«ę╗ĪŻ║ĖĮėĢræ¬ć└Ė±▒O┐žĮķ┘|┴„╦┘┼c║ĖĮė¤ß▌ö╚ļ┴┐Ą─ŽÓĻPöĄō■Ż¼═©▀^įć“×蹊┐║═─ŻöMĘų╬÷üĒ┤_Č©║Ž└ĒĄ─Įķ┘|┴„╦┘ĘČć·Ż¼▒Ż│ųĮķ┘|┴„╦┘ĪóĮĄĄ═╚█┤®┼c£p╔┘┴č╝yų«ķgĄ─ŲĮ║ŌĪŻ
3 į┌ę█╣▄Ą└║ĖĮėĢr╩ŻėÓ▒┌║±┼c┐╔║Ėē║┴”
3.1 į┌ę█╣▄Ą└ūŅąĪ┐╔║Ė▒┌║±
API 2201©D2003ĪČ╩»ė═╩»╗»ąąśIĦē║ķ_┐ū░▓╚½ū÷Ę©ĪĘĮ©ūhī”Į^┤¾ČÓöĄ║ĖĮė╗“ķ_┐ūū„śIŻ¼Ī░╣▄Ą└╗“╚▌Ų„╩ŻėÓ▒┌║±▓╗Ą═ė┌4.8 mmĪ▒Ż¼īŹļH▒┌║±æ¬ØMūŃ│ąē║ę¬Ū¾į┘╝ė╔Ž░▓╚½įŻČ╚Ż©ę╗░Ń╩Ū2.4 mmŻ®Ż╗«öīŻśIĘų╬÷įS┐╔ĢrŻ¼┤╦Į©ūh┐╔▒╗═╗ŲŲĪŻ
BS 6990ĪČį┌ĦĮķ┘|╗“ŲõÜł┴¶╬’Ą─õōųŲ╣▄Ą└╔Ž╩®║ĖĮ©ūhĪĘŻ¼ī”ė┌Ī░Ū³Ę■ÅŖČ╚▓╗┤¾ė┌450 MPaĪó▀\ąą£žČ╚▓╗Ė▀ė┌350ĪµĪó▀\ąąŁhŽ“æ¬┴”▓╗┤¾ė┌72%ūŅąĪŪ³Ę■ÅŖČ╚Ą─╣▄Ą└Ż¼║ĖĮėĢrę¬Ū¾ūŅąĪ▒┌║±×ķ5 mmŻ¼ęį▒▄├Ō╚█┤®Ī▒ĪŻ EEMUA 185ĪČ╣▄Ą└╝░įOéõĦē║ķ_┐ūųĖ─ŽĪĘę²ė├▓╔╝{▒ŠŚl┐ŅĪŻ
3.2 į┌ę█╣▄Ą└ūŅ┤¾┐╔║Ėē║┴”ėŗ╦Ń╣½╩Į
ć°ļHś╦£╩Č╝ęį▒Ī▒┌łA═▓│ąā╚ē║ėŗ╦Ń╣½╩Į×ķ╗∙ĄAėŗ╦Ń¼Fł÷ŪķørŽ┬Ą─ūŅ┤¾┐╔║Ėē║┴”Ż¼ė├ęįĘ└ų╣╚█┤®Ą─░l╔·ĪŻ
Ż©1Ż®Üż┼ŲDEP31.38.60.10 ųą┴ą│÷į┌ę█╣▄Ą└║ĖĮėĄ─ūŅ┤¾┐╔║Ėē║┴”ėŗ╦Ń╣½╩ĮŻ©1Ż®Ż║

ŲõųąŻ║
P©D¼Fł÷ūŅ┤¾┐╔║Ėē║┴”Ż¼ MPaŻ╗
S©DūŅąĪŪ³Ę■æ¬┴”Ż©šŠ═Ō╣▄Ą└Ż®╗“╗∙▒ŠįSė├æ¬┴”Ż©šŠā╚╣▄Ą└Ż®Ż¼ MPaŻ╗
D©D╣▄Ą└═ŌÅĮŻ¼ mmŻ╗
ta©D¼Fł÷īŹ£y▒┌║±Ż¼ mmŻ╗
u©D║ĖĮėī¦ų┬Ą─▒┌║±£p▒Ī╝┤╚█│ž╔ŅČ╚Ż¼ mm Ż©Ė∙ō■ś╦£╩ĖĮõøCĪó D┤_Č©Ż¼╗“▒Ż╩ž╚Ī3 mmŻ®Ż╗
F ©DšŠ═Ō╣▄Ą└░▓╚½ŽĄöĄŻ¼Ą╚ė┌įOėŗŽĄöĄŻ©ūŅ┤¾╚Ī0.8Ż®Ż╗
E©Dų▒║Ė┐pĮėŅ^ŽĄöĄŻ©ī”ISO3183╗“API 5Lś╦£╩╣▄╚Ī1Ż®Ż╗
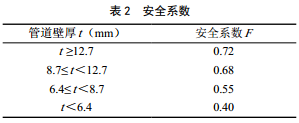
T©D£žĮĄŽĄöĄŻ©Ė∙ō■ŅA╣└╣▄▒┌▒│├µ£žČ╚╚ĪųĄŻ¼ęŖś╦£╩ųą▒Ē 1Ż®ĪŻ
Ż©2Ż® SY/T 6150.1©D2017ĪČõō┘|╣▄Ą└ĘŌČ┬╝╝ągęÄ│╠ Ą┌1▓┐ĘųŻ║╚¹╩ĮĪó═▓╩ĮĘŌČ┬ĪĘųąŻ¼ī”╣▄Ą└į╩įSĦē║╩®║ĖĄ─ėŗ╦Ń╣½╩ĮŻ©2Ż®ęÄČ©╚ńŽ┬Ż║
ŲõųąŻ║
P©D╣▄Ą└į╩įSĦē║╩®║ĖĄ─ē║┴”Ż¼ MPaŻ╗
”ęs©D╣▄▓─Ą─ūŅąĪŪ³Ę■śOŽ▐Ż¼MPaŻ╗
t©D║ĖĮė╠Ä╣▄Ą└īŹļH▒┌║±Ż¼mmŻ╗
c©Dę“║ĖĮėę²ŲĄ─▒┌║±ą▐š²┴┐Ż¼mmŻ©═©│Ż╚Ī2.4mmŻ®Ż╗
Dę╗╣▄Ą└═ŌÅĮŻ¼mmŻ╗
Fę╗░▓╚½ŽĄöĄŻ©įŁė═Īó│╔ŲĘė═╣▄Ą└╚Ī0.6Ż¼╠ņ╚╗ÜŌĪó├║ÜŌ╣▄Ą└╚Ī0.5Ż®ĪŻ
Ż©3Ż®GB/T 28055-2011ųą╠ß│÷Ż¼į┌ę█╣▄Ą└║ĖĮėĢrŻ¼╣▄Ą└į╩įSĄ─ē║┴”æ¬ØMūŃ╩ĮŻ©3Ż®ę¬Ū¾Ż║
╩ĮųąĖ„ģóöĄ║¼┴x┼cąąś╦╣½╩Įę╗ų┬Ż¼ cŻ©ą▐š²┴┐Ż®║═FŻ©░▓╚½ŽĄöĄŻ®Ą─╚ĪųĄät░┤▒Ē 1Īó▒Ē 2ĪŻ
Å─╔Ž╩÷▒╚ī”┐╔ęį┐┤│÷Ż¼║ĖĮėĢr╚ń║╬▒▄├Ō╚█┤®Īó▒ŻūC░▓╚½Ą├ĄĮ┴╦Ė„ś╦£╩Ą─ÅVĘ║ųžęĢŻ¼▓óŽÓæ¬Ąžī”║ĖĮėĢrūŅąĪ╩ŻėÓ▒┌║±ū÷│÷┴╦ęÄČ©Ż¼ī”æ¬ė├╣½╩ĮĘ©ī”īŹ£y▒┌║±Ž┬Ą─ūŅ┤¾┐╔║Ėē║┴”ėŗ╦Ńę▓ą╬│╔┴╦╣▓ūRĪŻŪ░╩÷╣½╩Įį┌ĮYśŗ╔Ž▒Ż│ų┴╦ę╗ų┬Ż¼ų╗╩Ūį┌▒┌║±£p▒ĪĪó£žĮĄŽĄöĄĄ╚ĘĮ├µ╚ĪųĄ┬įėą▓╗═¼ĪŻį┌ąąśIīŹ█`ųąŻ¼┤¾▓┐ĘųŲ¾śIęčĮøķ_╩╝▓╔ė├╣½╩ĮĘ©┤_Č©┐╔║Ėē║┴”ęį▒ŻšŽ║ĖĮė░▓╚½Ż¼║Ż═ŌŽÓĻP╣ż│╠ę▓Ą├ĄĮ┴╦Ė„śIų„å╬╬╗Ą─šJ═¼ĪŻĄ½Q/SY 64©D2012ĪČė═ÜŌ╣▄Ą└äė╗ęÄĘČĪĘ║═Q/SY GD1039©D2014ĪČė═ÜŌ╣▄Ą└äė╗╩ųāįĪĘųąätė▓ąįęÄČ©┴╦ĮĄē║ų┴40%╗“50%Ą─╣▄Ą└į╩įS╩╣ė├ē║┴”Ż¼ĮĄē║ī”╣▄Ą└š²│Ż▀\ąąįņ│╔┴╦Ė╔ö_Ż¼Ž▐ųŲ┴╦į┌ę█╣▄Ą└║ĖĮė▓┘ū„Ą─īŹ╩®Ż¼╩╣Ą├įSČÓė═ÜŌ╣▄Ą└ŠSą▐Ė─įņ▓╗Ą├▓╗▓╔╚Ī═Ż▌ö┤¾Ę┼┐šĄ─ĘĮ╩ĮŻ¼įņ│╔ī”╔ńĢ■┘Yį┤Ą─└╦┘Męį╝░ŁhŠ│╬█╚ŠĪŻųąć°╩»ė═╣▄Ą└Šų╣ż│╠ėąŽ▐╣½╦ŠŠSōīą▐Ęų╣½╦Š┐éĮY┴╦▒Ī▒┌Ė▀ē║į┌ę█╣▄Ą└║ĖĮė░▓╚½įu╣└║═╩®╣żĮø“ׯ¼ęčČÓ┤╬│╔╣”īŹ╩®4 mmęįŽ┬▒┌║±╣▄Ą└Ą─į┌ę█║ĖĮėū„śIĪŻ
╣Pš▀šJ×ķŻ¼į┌│õĘųįu╣└╣▄Ą└Ė»╬g│╠Č╚╗“īŹĄž£y┴┐╣▄Ą└▒┌║±Ą─ŪķørŽ┬Ż¼▀xō±▀mė├Ą─ėŗ╦Ń╣½╩Įėŗ╦Ń┐╔║Ėē║┴”Ż¼╗“Įø▀^įć“ד×ūC║═┐ŲīWĄ─░▓╚½įu╣└╩Ū┐╔ęį▒ŻūC║ĖĮė┘|┴┐Ą─ĪŻ
4 ║ĖĮė║¾ķ_┐ū╚²═©įćē║ē║┴”ėŗ╦Ń
ķ_┐ūū„śIīŹ╩®Ū░ąĶę¬ī”║ĖĮė║¾Ą─ķ_┐ū╚²═©▀Mąąįćē║Ż¼ęįÖz“×║Ė┐pĄ─ć└├▄ąįĪŻįćē║ę╗░Ńæ¬░³└©ÅŖČ╚įćē║║═ć└├▄ąįįćē║ā╔ĒŚŻ¼│Żė├Ą─GB/T 28055©D2011āHęÄČ©┴╦ć└├▄ąįįćē║Ż¼Üż┼ŲDEP 31.38.60.10ęÄČ©┴╦ÅŖČ╚įćē║Ą─ę¬Ū¾ĪŻ
GB/T 28055©D2011ęÄČ©Ī░įć“×ē║┴”ę╦Ą╚ė┌╣▄Ą└▀\ąąē║┴”Ż¼ūŅĖ▀×ķ▓╗æ¬│¼▀^╣▄Ą└▀\ąąē║┴”Ą─1.1▒ČĪ▒ĪŻČĒ┴_╦╣CTO Gazprom 2-2.3-116ĪČ▌öÜŌ╣▄Ą└Ħē║ķ_┐ū╩®╣ż╣ż╦ćęÄĘČĪĘęÄČ©ī”╚²═©Ī░ė├ČĶąįÜŌ¾węį1.1▒Č▀\ąąē║┴”▀Mąąįć“ׯ¼ĘĆē║2 hĪ▒ĪŻ API RP 2201ĪČĦē║ķ_┐ū░▓╚½ū÷Ę©ĪĘęÄČ©Ż¼Ī░ī”║ĖĮė╝■╝░ķ_┐ūÖC▀Mąą╦«ē║įć“ׯ¼įć“×ē║┴”▓╗Ė▀│÷«öĢr▀\ąąē║┴”10%Ī▒Ī░╚ń╣¹Śl╝■▓╗į╩įSŻ¼┐╔▀MąąÜŌē║įć“×Ī▒ĪŻ
Üż┼ŲDEP 31.38.60.10Ħē║ķ_┐ūś╦£╩ßśī”░░ū∙╩Įų¦╣▄╠ß╣®┴╦łD▒ĒĘ©ęį┤_Č©įć“×ē║┴”Ż©ęŖś╦£╩ĖĮõøFŻ®ĪŻßśī”╚²═©ę¬Ū¾ęį═Ōē║┴”╚▌Ų„Ą─ĮŪČ╚ėŗ╦ŃÅŖČ╚įćē║ē║┴”ęįĘ└ų╣ų„╣▄Ą└╩¦ĘĆŻ¼ęÄČ©ÅŖČ╚įćē║Ą─ĘĆē║Ģrķg×ķ5 minŻ¼ć└├▄ąįįćē║Ą─ĘĆē║Ģrķg×ķ30 minĪŻįćē║Ą─Įķ┘|╩ū▀x×ķ╦«Ż¼╚¶╩╣ė├ÜŌ¾w▀Mąąįćē║Ż¼įć“×ē║┴”▓╗æ¬│¼▀^0.7 MPaĪŻ
ć°ā╚╩®╣żī”ķ_┐ū╚²═©║Ė┐pĄ─įćē║ę╗░Ń░┤ššGB/T 28055©D2011Ą─ę¬Ū¾▀MąąŻ¼┤“ē║öĄųĄ▒╚▌^▒Ż╩žŻ¼śIų„ėąĢr║“Ģ■ī”╚²═©║ĖĮėĄ─ÅŖČ╚╠ß│÷┘|ę╔Ż¼ī”╚²═©š¹¾w─▄ʱ│ą╩▄ęį║¾┐╔─▄Ą─╣▄Ą└╔²ē║▀\ąą¤oĘ©┤_šJĪŻį┌ć°═Ō╩®╣żųąŻ¼╚²═©║Ė┐pĄ─┤“ē║ē║┴”öĄųĄ═©│ŻģóššÜż┼ŲDEP31.38.60.10ī”įćē║Ą─ęÄČ©Ż¼═©▀^ASMEĄ┌VIIIŠĒĄ┌1▓┐ĘųUG-28╣ØĄ─łD╦ŃĘ©▀MąąłA═▓│ą═Ōē║ėŗ╦ŃŻ¼GB 150©D2011ĪČē║┴”╚▌Ų„ĪĘųąę▓ī”łA═▓│ą═Ōē║ėŗ╦ŃėąīŻķTĄ─ĻU╩÷ĪŻ
─┐Ū░Ż¼╬ęć°į┌ę█╣▄Ą└ŠSōīą▐ś╦£╩▀Ć╩ŪęįĘŁūgĪóū±╩žĪóĖ·ļS×ķų„Ż¼į┌╝╝ąg╔ŅČ╚Īó╝╝ąg╝Ü╣ØĄ╚ĘĮ├µ┼c▒▒├└ĪóÜWų▐Ą─ś╦£╩▀Ć┤µį┌ę╗Č©▓ŅŠÓŻ¼▓╗╔┘Ą─╝╝ągę¬Ū¾▀Ć╚▒Ę”└Ēšōų¦ō╬║═įć“ד×ūCĪŻį┌š¹¾wĄ─ś╦£╩¾wŽĄ╔ŽŻ¼─╦ų┴Ę©┬╔Ę©ęľwŽĄ╔ŽŻ¼╬ęć°Ą─¾wŽĄ▀ĆąĶę¬ū÷║├ĒöīėįOėŗŻ¼ęįį÷ÅŖęÄäØąįĪóĖ▓╔wąį┼c┐╔▓┘ū„ąįŻ¼▓ó╝░ĢrĖ³ą┬ęįĘ┤ė│ūŅą┬╝╝ąg░lš╣ĪŻ
ū„š▀Ż║═§ ÷╬Ż¼ Ė▀╝ē╣ż│╠ĤŻ¼ųąć°╩»ė═╣▄Ą└Šų╣ż│╠ėąŽ▐╣½╦ŠŠSōīą▐Ęų╣½╦ŠĖ▒┐éĮø└ĒĪŻ
Ų▌Į©└¹Ż¼Ė▀╝ē╣ż│╠ĤŻ¼ųąć°╩»ė═╣▄Ą└Šų╣ż│╠ėąŽ▐╣½╦ŠŠSōīą▐Ęų╣½╦Šć°ļH╩ął÷ķ_░lųąą─ų„╚╬ĪŻ
═§ ń·Ż¼ųąć°╩»ė═╣▄Ą└Šų╣ż│╠ėąŽ▐╣½╦ŠŠSōīą▐Ęų╣½╦Š╚Aųąæ¬╝▒ōīļUųąą─Įø└ĒĪŻ
═§ļp┼╝Ż¼ ╣ż│╠ĤŻ¼ųąć°╩»ė═╣▄Ą└Šų╣ż│╠ėąŽ▐╣½╦ŠŠSōīą▐Ęų╣½╦Š╚AųąōīļUųąą─Ė▒Įø└ĒĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
