



╠mÓŹķLķLæcų¦ŠĆ│╔ŲĘė═╣▄Ą└ā╚Ė»╬g╚▒Ž▌ķ_═┌š{▓ķ┼cĘų╬÷
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║┘Z÷╬ ═§┴ų ģ╬÷╬ ĢrķgŻ║2018-8-15 ķåūxŻ║
┘Z÷╬ ═§┴ų ģ╬÷╬
╬„░▓▌öė═ÜŌĘų╣½╦Š
š¬ę¬Ż║▒Š╬─═©▀^ī”╬„░▓▌öė═ÜŌĘų╣½╦Š╦∙▌Ā╠mÓŹķLķLæcų¦ŠĆ│╔ŲĘė═╣▄Ą└ā╚Ė»╬g▀Mąą¼Fł÷“×ūCŻ¼▓óš{▓ķ╣▄Ą└Ę■ę█ŪķørŻ¼Ęų╬÷ķLæcų¦ŠĆ│╔ŲĘė═╣▄Ą└ā╚Ė»╬g«a╔·Ą─įŁę“ĪŻš{▓ķĘų╬÷▒Ē├„Ż║ķLæcų¦ŠĆ│╔ŲĘė═╣▄Ą└ā╚Ė»╬gå¢Ņ}▒╚▌^═╗│÷Ż¼ā╚Ė»╬g«a╔·Ą─įŁę“×ķįōų¦ŠĆŲ¹ė═╣▄ŠĆĮ©│╔║¾╣▄Ą└Ė▀│╠░╝³c╠Äįćē║╦«║▄ļy▒╗┼┼ā¶Ż¼ī¦ų┬įćē║╦«į┌░╝³cŠ█╝»Ż¼╣▄ŠĆā╚▓╔ė├┐šÜŌĘŌ┤µŻ¼ŪęķLĢrķg╬┤═Č«aĪŻ×ķĘ└ų╣╣▄Ą└ā╚Ė»╬g░l╔·Ż¼Į©ūh▌öė═╣▄Ą└į┌Į©įO═Ļ│╔║¾▒M┐ņ═Č«aĪŻ╚¶▓╗─▄╝░Ģr═Č«aŻ¼æ¬į÷╝ėŪÕ╣▄┤╬öĄŻ¼▒M┴┐īó╣▄ŠĆā╚Ą─įćē║╦«┼┼ā¶Ż¼▓óį┌╣▄ŠĆā╚ūó╚ļĄ¬ÜŌĘŌ┤µĪŻ═¼ĢrĮ©ūhĮ±║¾į┌Į©įO▌öė═╣▄Ą└ĢrŻ¼▓╔ė├ā╚▒┌═┐Ė▓ā╚Łh觜õų¼Ą╚Š▀ėą┐╣╣▄▌öĮķ┘|Īó╬█╬’ĪóĖ»╬gąįļs┘|Īó╠Ē╝ė䮥╚Ūų╬gŻ¼Č°Ūę▓╗ōp║”╣▄▌öĮķ┘|Ą─ā╚═┐īėĪŻ
ĻPµIį~Ż║╠mÓŹķLķLæcų¦ŠĆŻ╗╣▄Ą└ā╚Öz£yŻ╗ā╚Ė»╬g╚▒Ž▌Ż╗įćē║╦«Ż╗Ą¬ÜŌĘŌ┤µŻ╗
1 ę²čį
╠mÓŹķLķLæcų¦ŠĆ│╔ŲĘė═╣▄Ą└×ķę╗▓±ā╔Ų¹╚²╣▄═¼£ŽĘ¾įOŻ¼╣▄ŠĆ╚½ķL21.4 kmŻ¼žōž¤īóķLæc╩»╗»═Ō▌ö│╔ŲĘė═▐D▌öų┴╠mÓŹķLĖ╔ŠĆŻ¼Ųõ╩ūšŠ×ķķLæc▌öė═šŠŻ¼─®šŠ×ķŽ╠Ļ¢▌öė═šŠĪŻ
2015─ĻĄūķLæcų¦ŠĆ═Ļ│╔┴╦╚²Śl╣▄Ą└Ą─ŪÕ╣▄╝░ā╚Öz£y╣żū„Ż¼ā╚Öz£yĮY╣¹’@╩Šžōž¤▌ö╦═ķLæc¤Æ╗»│╔ŲĘė═Ą─╚²ŚlķLæcų¦ŠĆ┤µį┌▌^ČÓĄ─Ė»╬gå¢Ņ}Ż¼╠žäe╩Ūā╚Ė»╬gė╚×ķ═╗│÷ĪŻ2017─Ļ9į┬Ż¼╣żū„╚╦åTī”ā╚Öz£y╚▒Ž▌³c▀Mąą┴╦¼Fł÷š{▓ķ║═“×ūCĪŻ┤╦┤╬š{▓ķų„ę¬ßśī”Ų¹ė═ų¦ŠĆĄ─ā╚Ė»╬g╚▒Ž▌Ż¼ī”11╠Äā╚Ė»╬g╚▒Ž▌▀Mąą┴╦ķ_═┌“×ūC║═£yįćĪŻ¼Fł÷▓╔ė├ŠWĖ±£y║±Ę©£y┴┐┴╦ā╚Ė»╬g╔ŅČ╚║═Š▀¾w╬╗ų├Ż¼▓óš{▓ķ┴╦╣▄Ą└Ę■ę█ŪķørŻ¼×ķā╚Ė»╬gįŁę“Ęų╬÷╠ß╣®┴╦╝╝ągų¦│ųĪŻ
2 ╣▄Ą└╗∙▒Šą┼Žó║═ķ_═┌“×ūC³c╗∙▒Šą┼Žó
ķLæcų¦ŠĆ╣▄ŠĆ╗∙▒Šą┼Žó╚ń▒Ē1╦∙╩ŠŻ¼╚²Śl╣▄ŠĆ═¼£ŽõüįOŻ¼ķgŠÓį┌0.5├ūū¾ėęŻ¼3Śl╣▄ŠĆ═¼ĢrĮ©įOŻ¼═Č«aĢrķg▓╗═¼ĪŻ
2017─ĻķLæcų¦ŠĆĄ─╚▒Ž▌ą▐Å═ėŗäØ╚ń▒Ē2╦∙╩ŠŻ¼ā╚Ė»╬g╣▓11╠ÄŻ¼═ŌĖ»╬g╣▓3╠ÄŻ¼Łh║Ė┐p╚▒Ž▌1╠ÄŻ¼Ųõųą▓±ė═ų¦ŠĆø]ėąā╚Ė»╬g³cŻ¼ā╚Ė»╬g³cŠ∙│÷¼Fį┌93#Ų¹ė═ų¦ŠĆ║═90#Ų¹ė═ų¦ŠĆĪŻęįŽ┬▓┐ĘųīóĘųäeĮķĮBā╚Ė»╬g³cš{▓ķĮY╣¹▓óū÷│§▓ĮĘų╬÷ĪŻ
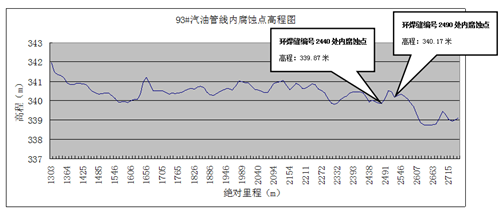
3 93#Ų¹ė═ų¦ŠĆā╚Ė»╬gķ_═┌“×ūCĮY╣¹
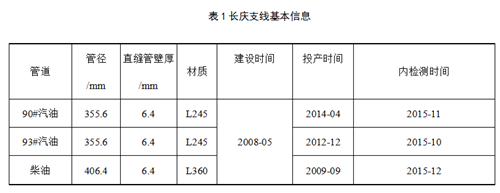
3.1 93#Ų¹ė═ų¦ŠĆŁh║Ė┐pŠÄ╠¢2440╠Äā╚Ė»╬g
Łh║Ė┐pŠÄ╠¢×ķ2440Ą─Ž┬ė╬╣▄╣Øėą2╠Äā╚Ė»╬g“×ūCŻ¼Š▀¾wą┼Žó╚ń▒Ē2╦∙╩ŠŻ¼ā╚Ė»╬g╚▒Ž▌╬╗ų├ŠÓļx2440Łh║Ė┐p6.2mŻ¼╬╗ė┌╣▄Ą└Ąū▓┐Ż¼╚▒Ž▌╠Ä3PEĘ└Ė»īė═Ļ║├¤oōpŻ¼Ę└Ė»īė╚ź│²▀^│╠ųą░l¼F3PE┼c╣▄¾w╗∙▒ŠäāļxŻ¼▓╔ė├└Ł┴”ėŗ£y┴┐š│ĮY┴”×ķ20-40N/cmŻ¼Ę└Ė»īė║±Č╚×ķ2.5mmū¾ėęĪŻ
Ę└Ė»īė╚ź│²║¾┐╔ęŖ╣▄¾w═Ōė^┴╝║├Ż¼▓╔ė├MT150│¼┬Ģ£y║±āx£y┴┐╣▄¾wĄ─║±Č╚Ż¼¤o╚▒Ž▌╠ÄĄ─╣▄¾w║±Č╚×ķ6.4mmŻ¼į┌╣▄Ą└╝s6³cńŖ╬╗ų├░l¼F╣▄¾w│÷¼F├„’@£p▒ĪŻ¼£y┴┐║±Č╚ųĄ×ķ5.3mm£p▒Ī17%Ż¼į┌Ųõ╔Žė╬0.45m╠Ä╝s6³cńŖŻ¼£y┴┐ĄĮ╣▄¾w£p▒ĪŻ¼║±Č╚×ķ5.4mm£p▒Ī16%ĪŻį┌ŲõŽ┬ė╬0.6m╠Ä╝s6³cńŖŻ¼£y┴┐ĄĮ╣▄¾w£p▒ĪŻ¼║±Č╚×ķ5.3mm£p▒Ī17%ĪŻį┌ŲõŽ┬ė╬╝s0.9m╠Ä6³cńŖŻ¼£y┴┐ĄĮ╣▄¾w£p▒ĪŻ¼║±Č╚×ķ6.1mm£p▒Ī5%Ż¼£y┴┐ĮY╣¹╚ńłD1╦∙╩ŠĪŻ
łD1 Łh║Ė┐pŠÄ╠¢×ķ2440╣▄╣ØĄ─4╠Äā╚Ė»╬g£y┴┐ĮY╣¹
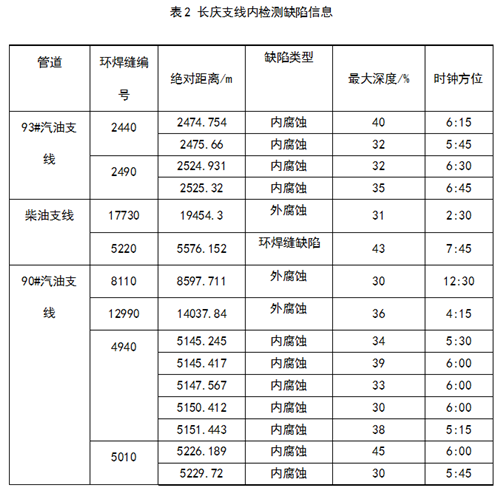
3.2 93#Ų¹ė═ų¦ŠĆŁh║Ė┐pŠÄ╠¢2490ā╚Ė»╬g
93#Ų¹ė═ų¦ŠĆŁh║Ė┐pŠÄ╠¢×ķ2490Ą─Ž┬ė╬╣▄╣Øėą2╠Äā╚Ė»╬gŻ¼Ą┌1╠ÄąĶ“×ūCā╚Ė»╬g╚▒Ž▌╬╗ė┌Łh║Ė┐pŽ┬ė╬0.1mŻ¼▓╔ė├MT150│¼┬Ģ£y║±āx£y┴┐Ųõ▒┌║±×ķ5.8mm£p▒Ī9%Ż¼Ą┌2╠ÄąĶ“×ūCā╚Ė»╬g╚▒Ž▌╬╗ė┌Łh║Ė┐pŽ┬ė╬0.4mŻ¼▓╔ė├│¼┬Ģ£y║±āx£y┴┐Ųõ║±×ķ5.1mm£p▒Ī20%Ż¼£y┴┐ĮY╣¹╚ńłD2╦∙╩ŠŻ¼2╠Ä╬╗ų├Š∙╬╗ė┌6:30ńŖ³c╬╗ų├ū¾ėęĪŻ
łD2 Łh║Ė┐pŠÄ╠¢×ķ2490Ą─╣▄╣Øā╚Ė»╬g╚▒Ž▌£y┴┐ĮY╣¹
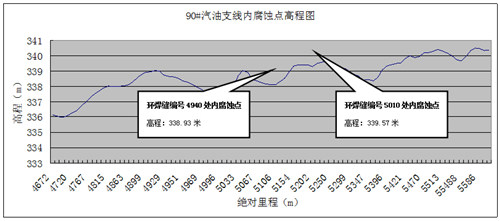
4 90#Ų¹ė═ų¦ŠĆā╚Ė»╬gķ_═┌“×ūCĮY╣¹
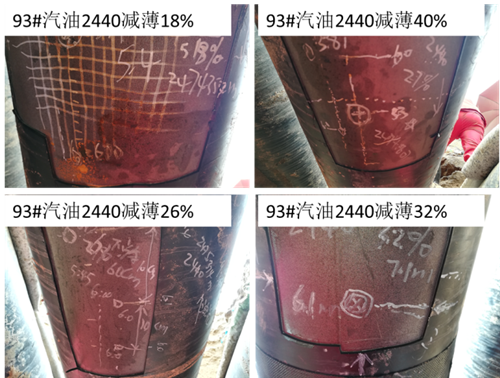
4.1 90#Ų¹ė═ų¦ŠĆŁh║Ė┐pŠÄ╠¢4940╠Äā╚Ė»╬g
Łh║Ė┐pŠÄ╠¢×ķ4940Ą─Ž┬ė╬╣▄╣Øėą5╠Äā╚Ė»╬g“×ūCŻ¼Š▀¾wą┼Žó╚ń▒Ē2╦∙╩ŠŻ¼īóā╚Ė»╬g╚▒Ž▌ĖĮĮ³Ą─═┐īė╚ź│²Ż¼╚ź│²▀^│╠ųą░l¼FĘ└Ė»īė┤µį┌▓┐ĘųäāļxŪķørŻ¼į┌4:00-6:45╬╗ų├Ę└Ė»īėäāļxŻ¼Ųõ╦¹╬╗ų├Ę└Ė»īėš│ĮY┴╝║├ĪŻīó▒Ē├µ┤“─źĄĮ┐╔£y┴┐ĀŅæB║¾Ż¼▓╔ė├MT150│¼┬Ģ£y║±āx£y┴┐╣▄¾wĄ─║±Č╚Ż¼¤o╚▒Ž▌╠ÄĄ─╣▄¾w║±Č╚×ķ6.4mmŻ¼5╠Ä╚▒Ž▌╬╗ų├Ą─“×ūC£y┴┐Ūķør╚ńłD3╦∙╩ŠŻ¼╬╗ė┌4940Łh║Ė┐pŽ┬ė╬0.1m╠ÄĄ─ā╚Ė»╬g╚▒Ž▌£y┴┐▒┌║±ūŅąĪųĄ×ķ5.5mm£p▒Ī14%Ż¼╬╗ė┌╣▄Ą└ų▄Ž“Ą─5:30╬╗ų├ĪŻ╬╗ė┌4940Łh║Ė┐pŽ┬ė╬0.7m╠ÄĄ─ā╚Ė»╬g╚▒Ž▌£y┴┐▒┌║±ūŅąĪųĄ×ķ5.0mm£p▒Ī22%Ż¼╬╗ė┌╣▄Ą└ų▄Ž“Ą─6:15╬╗ų├ĪŻ╬╗ė┌4940Łh║Ė┐pŽ┬ė╬3.2m╠ÄĄ─ā╚Ė»╬g╚▒Ž▌£y┴┐▒┌║±ūŅąĪųĄ×ķ5.6mm£p▒Ī13%Ż¼╬╗ė┌╣▄Ą└ų▄Ž“Ą─6:00╬╗ų├ĪŻ╬╗ė┌4940Łh║Ė┐pŽ┬ė╬6.1m╠ÄĄ─ā╚Ė»╬g╚▒Ž▌£y┴┐▒┌║±ūŅąĪųĄ×ķ5.7mm£p▒Ī11%Ż¼╬╗ė┌╣▄Ą└ų▄Ž“Ą─5:45╬╗ų├ĪŻ╬╗ė┌4940Łh║Ė┐pŽ┬ė╬6.3m╠ÄĄ─ā╚Ė»╬g╚▒Ž▌£y┴┐▒┌║±ūŅąĪųĄ×ķ5.4mm£p▒Ī16%Ż¼╬╗ė┌╣▄Ą└ų▄Ž“Ą─5:45╬╗ų├ĪŻ
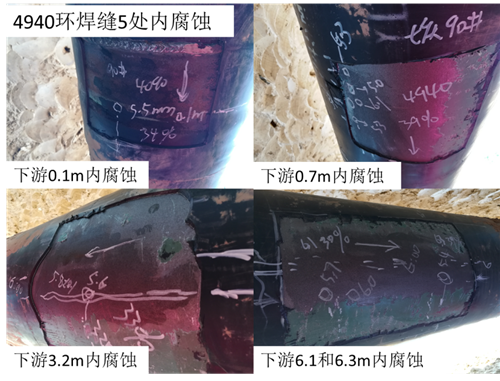
łD3 90#Ų¹ė═ų¦ŠĆŁh║Ė┐pŠÄ╠¢×ķ4940╣▄╣Øā╚Ė»╬g╚▒Ž▌£y┴┐Ūķør
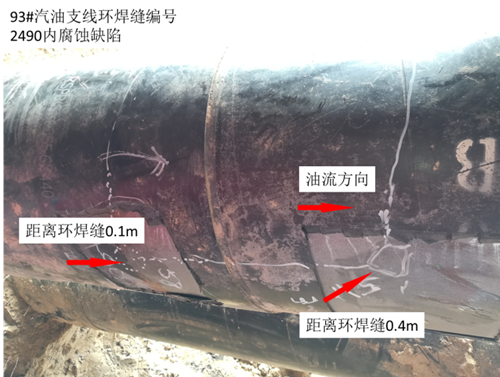
4.2 90#Ų¹ė═ų¦ŠĆŁh║Ė┐pŠÄ╠¢5010╠Äā╚Ė»╬g
Łh║Ė┐pŠÄ╠¢×ķ5010Ą─Ž┬ė╬╣▄╣Øėą2╠Äā╚Ė»╬g“×ūCŻ¼ īó▒Ē├µ┤“─źĄĮ┐╔£y┴┐ĀŅæB║¾Ż¼▓╔ė├MT150│¼┬Ģ£y║±āx£y┴┐╣▄¾wĄ─║±Č╚Ż¼¤o╚▒Ž▌╠ÄĄ─╣▄¾w║±Č╚×ķ6.4mmŻ¼2╠Ä╚▒Ž▌╬╗ų├Ą─“×ūC£y┴┐Ūķør╚ńłD4║═łD5╦∙╩ŠŻ¼╬╗ė┌5010Łh║Ė┐pŽ┬ė╬3.5m╠ÄĄ─ā╚Ė»╬g╚▒Ž▌╬╗ų├╣▄¾w£p▒Ī╬╗ų├▌^ČÓŻ¼╗∙▒Ščž╣▄Ą└ų▄Ž“Ą─6:00³cńŖ╬╗ų├│╔ī”ĘQĘų▓╝Ż¼╚▒Ž▌╬╗ų├ų„ę¬╬╗ė┌5:15║═6:45ńŖ³c╬╗ų├Ż¼£y┴┐▒┌║±ūŅąĪųĄ×ķ5.0mm£p▒Ī22%Ż¼╬╗ė┌╣▄Ą└ų▄Ž“Ą─6:45╬╗ų├ĪŻ╬╗ė┌5010Łh║Ė┐pŽ┬ė╬4.5m╠ÄĄ─ā╚Ė»╬g╚▒Ž▌£y┴┐▒┌║±ūŅąĪųĄ×ķ5.1mm£p▒Ī20%Ż¼╬╗ė┌╣▄Ą└ų▄Ž“Ą─5:45╬╗ų├ĪŻ
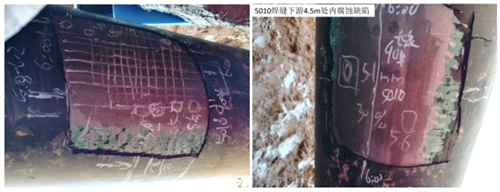
łD4 90#Ų¹ė═ų¦ŠĆŁh║Ė┐pŠÄ╠¢×ķ5010╣▄╣ØŽ┬ė╬3.5m║═4.5m╠Äā╚Ė»╬g╚▒Ž▌
5 ā╚Ė»╬g│§▓ĮĘų╬÷
Å─ā╚Öz£yĮY╣¹╝░¼Fł÷“×ūCĮY╣¹Ą├ų¬Ż¼93#Īó90#Ų¹ė═ų¦ŠĆā╚Ė»╬g³c╬╗ė┌5:15ų┴6:45Ż¼ŪęÅ─łD7║═łD8Ą─ā╚Ė»╬g³cĖ▀│╠łDĘų╬÷Ą├ų¬Ż¼ā╚Ė»╬g╚▒Ž▌³cŠ∙╬╗ė┌Ė▀│╠Ą─░╝³c╠ÄŻ¼ę“┤╦┼ąöÓŻ¼ā╚Ė»╬g«a╔·Ą─įŁę“×ķ╣▄Ą└Į©│╔║¾Ż¼╣▄Ą└Ė▀│╠░╝³c╠Äįćē║╦«║▄ļy▒╗┼┼ā¶Ż¼ī¦ų┬įćē║╦«į┌░╝³cŠ█╝»ĪŻ═¼ĢrŻ¼Įøš{▓ķŻ¼ķLæcų¦ŠĆ│╔ŲĘė═╣▄Ą└╚²Śl╣▄Ą└Į©╣▄Ģrķg×ķ2008─Ļ5į┬Ż¼Į©╣▄═Ļ│╔║¾Š∙▓╔ė├┐šÜŌĘŌ┤µŻ¼0#▓±ė═╣▄ŠĆ2009─Ļ9į┬═Č«aŻ¼═Č«aĢrķg▌^įńŻ¼ę“┤╦ø]ėą│÷¼Fā╚Ė»╬g³cŻ¼Č°93#Ų¹ė═╣▄ŠĆ2012─Ļ12į┬═Č«aŻ¼90#Ų¹ė═╣▄ŠĆ2014─Ļ4į┬═Č«aŻ¼╣▄ŠĆā╚┤µį┌Ą─┐šÜŌ×ķā╚Ė»╬g╠ß╣®┴╦═Ō▓┐ŁhŠ│Ż¼įņ│╔╣▄Ą└ć└ųžĖ»╬gĪŻ
łD7 93#Ų¹ė═ų¦ŠĆā╚Ė»╬g³cĖ▀│╠łD
łD8 90#Ų¹ė═ų¦ŠĆā╚Ė»╬g³cĖ▀│╠łD
6 ĮYšō
Ż©1Ż®ķLæcų¦ŠĆ│╔ŲĘė═╣▄Ą└ā╚Ė»╬gå¢Ņ}▒╚▌^═╗│÷Ż¼ā╚Ė»╬g«a╔·Ą─įŁę“×ķįōų¦ŠĆŲ¹ė═╣▄ŠĆĮ©│╔║¾╣▄Ą└Ė▀│╠░╝³c╠Äįćē║╦«║▄ļy▒╗┼┼ā¶Ż¼ī¦ų┬įćē║╦«į┌░╝³cŠ█╝»Ż¼╣▄ŠĆā╚▓╔ė├┐šÜŌĘŌ┤µŻ¼ŪęķLĢrķg╬┤═Č«aĪŻę“┤╦Ż¼×ķĘ└ų╣╣▄Ą└ā╚Ė»╬g░l╔·Ż¼Į©ūh▌öė═╣▄Ą└į┌Į©įO═Ļ│╔║¾▒M┐ņ═Č«aĪŻ╚¶▓╗─▄╝░Ģr═Č«aŻ¼æ¬į÷╝ėŪÕ╣▄┤╬öĄŻ¼▒M┴┐īó╣▄ŠĆā╚Ą─įćē║╦«┼┼ā¶Ż¼▓óį┌╣▄ŠĆā╚ūó╚ļĄ¬ÜŌČĶąįÜŌ¾w▒ŻūoŻ¼┤_▒Żč§ÜŌ║¼┴┐▓╗┤¾ė┌2%Ż¼▓ó╝░ĢrĘŌ┤µĪŻ
Ż©2Ż®×ķĘ└ų╣ā╚Ė»╬gĄ─░l╔·Ż¼Į©ūhĮ±║¾į┌Į©įO▌öė═╣▄Ą└ĢrŻ¼▓╔ė├ā╚▒┌═┐Ė▓ā╚Łh觜õų¼Ą╚Š▀ėą┐╣╣▄▌öĮķ┘|Īó╬█╬’ĪóĖ»╬gąįļs┘|Īó╠Ē╝ė䮥╚Ūų╬gŻ¼Č°Ūę▓╗ōp║”╣▄▌öĮķ┘|Ą─ā╚═┐īėĪŻ
ģó┐╝╬─½IŻ║
[1] ┌wĢxįŲ Ė▀ÅŖ ┌wŠ² ĻÉą┬╚A ļ°čėŲĮ ĻÉ║ķį┤ č”ų┬▀h ė═ÜŌ╣▄Ą└ā╚Ė»╬g┐žųŲ╩ųāįŻ¼2014Ż¼Q/SY GD1029-2014.
[2] ųą╚A╚╦├±╣▓║═ć°╩»ė═╠ņ╚╗ÜŌąąśIś╦£╩Ż║õō┘|╣▄Ą└ę║¾wŁhč§═┐┴Žā╚Ę└Ė»īė╝╝ągś╦£╩ SY/T 0457ŻŁ2010Ż¼ųąć°╩»ė═╠ņ╚╗ÜŌ╝»łF╣½╦ŠŻ¼2010.
ū„š▀Ż║┘Z÷╬Ż¼─ąŻ¼1989╔·Ż╗2012─Ļ«ģśIė┌╬„░▓╩»ė═┤¾īWļŖÜŌ╣ż│╠╝░Ųõūįäė╗»īŻśIŻ¼ų·└Ē╣ż│╠ĤŻ¼¼Fų„ę¬Å─╩┬╣▄Ą└╣▄└Ē╝░═Ļš¹ąį╣▄└Ē╣żū„ĪŻ
ĪČ╣▄Ą└▒ŻūoĪĘ2018─ĻĄ┌3Ų┌Ż©┐éĄ┌40Ų┌Ż®
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
