



╗∙ė┌═Ļš¹ąį╣▄└ĒĄ─ā”╣▐ŅAĘ└Öz£y
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║äóäP ĢrķgŻ║2018-8-14 ķåūxŻ║
äóäP
ųąć°ųą╗»╝»łF─Ž═©╩»╗»ā”▀\ėąŽ▐╣½╦Š
š¬ę¬Ż║═©▀^ī”ā”╣▐▀MąąĄ─╗∙ė┌═Ļš¹ąį╣▄└ĒĄ─īŻśIąįŅAĘ└Öz£yŻ¼šŲ╬š┴╦ā”╣▐╗∙▒ŠŪķørŻ¼Ęų╬÷║═“×ūC┴╦▓┐ĘųÖz£yĮY╣¹Ż¼▓óĖ∙ō■Öz£y░l¼FĄ─╚▒Ž▌▀Mąą┴╦ą▐Å═Ż¼▒ŻūC┴╦ā”╣▐░▓╚½▀\ąąŻ¼×ķā”╣▐═Ļš¹ąį╣▄└Ē╠ß╣®┴╦ģó┐╝ĪŻ
ĻPµIį~Ż║ā”╣▐Ż╗═Ļš¹ąį╣▄└ĒŻ╗┬Ģ░l╔õÖz£yŻ╗┬®┤┼Öz£yŻ╗ūāą╬Öz£yŻ╗RBIŻ╗═Ō▓┐║Ļė^Öz▓ķ
ā”╣▐╩Ū╩»ė═╗»╣żŲ¾śIųžę¬Ą─╔·«aįOéõŻ¼Ųõā”┤µĮķ┘|Š▀ėąęū╚╝Īóęū▒¼ĪóęūöU╔óĪóĖ»╬gĪó╔§ų┴ėąČŠĄ╚╠žąįŻ¼Į³─ĻüĒČÓ┤╬░l╔·ą╣┬®Īó╗×─▒¼š©╩┬╣╩Ż¼įņ│╔╚╦åTé¹═÷ĪóĮøØ·ōp╩¦ĪóŁhŠ│╬█╚ŠĄ╚ć└ųž║¾╣¹║═ųž┤¾╔ńĢ■ė░ĒæŻ¼ā”╣▐Ą─░▓╚½å¢Ņ}╚šęµ═╣’@Ż¼ę²Ų┴╦ėąĻP▓┐ķT║═ā”╣▐╣▄└Ē╚╦åTĄ─Ė▀Č╚ųžęĢĪŻ
╚ń║╬ĮŌøQā”╣▐Ą─░▓╚½å¢Ņ}Ż¼ć°ā╚ėąīWš▀ęč╠ß│÷┴╦ā”╣▐═Ļš¹ąį╣▄└ĒĄ─└Ē─ŅŻ¼╦³üĒį┤ė┌ė═ÜŌ▌ö╦═╣▄Ą└═Ļš¹ąį╣▄└ĒĪŻĪČė═ÜŌ▌ö╦═╣▄Ą└═Ļš¹ąį╣▄└ĒęÄĘČĪĘ(GB 32167-2015)ęÄČ©┴╦╣▄Ą└═Ļš¹ąį╣▄└ĒĄ─Č©┴xŻ║ī”╣▄Ą└├µ┼RĄ─’LļUę“╦ž▓╗öÓ▀MąąūRäe║═įuārŻ¼│ų└mŽ¹│²ūRäeĄĮĄ─▓╗└¹ė░ĒæŻ¼▓╔╚ĪĖ„ĘN’LļUŽ¹£p┤ļ╩®Ż¼īó’LļU┐žųŲį┌║Ž└ĒĪó┐╔Įė╩▄Ą─ĘČć·ā╚Ż¼ūŅĮKīŹ¼F░▓╚½Īó┐╔┐┐ĪóĮøØ·Ąž▀\ąą╣▄Ą└Ą──┐Ą─ĪŻę“┤╦ĮĶĶb╣▄Ą└═Ļš¹ąį╣▄└ĒĘĮĘ©ĮŌøQā”╣▐Ą─░▓╚½ąįå¢Ņ}Ż¼Š═╩Ūę¬╝ėÅŖā”╣▐Ą─ŅAĘ└Öz£yŻ¼▓óĖ∙ō■Öz£yŪķør▓╔╚Ī┤ļ╩®Ż¼│ų└mŽ¹│²▓╗└¹Ą─’LļUę“╦žŻ¼▒ŻūCā”╣▐╩╝ĮK╠Äį┌░▓╚½▀\ąąĄ─ĀŅæBĪŻ
1 ā”╣▐Ą─Öz£y
1.1 Öz£yĘųŅÉ╝░Öz£yĘĮĘ©
1.1.1 └²ąąÖz£y
┐╔ĮY║Ž╚š│Ż▓┘ū„Īó╚š│ŻŠSūo▒ŻBĄ╚╣żū„Ż¼═©▀^─┐£yĘĮĘ©Öz▓ķā”╣▐╝░ŲõĖĮ╝■╩Ūʱėąōpē─ĪŻ┴ó╩Įā”╣▐Ą─╚š│Ż▓┘ū„╝░ŠSūo▒ŻBę└ō■ĪČ┴ó╩ĮłA═▓ą╬õōųŲ║ĖĮėė═╣▐▓┘ū„ŠSūoą▐└ĒęÄ│╠ĪĘŻ©SY/T 5921©D2011Ż®ł╠ąąĪŻ
1.1.2 į┌ŠĆÖz£y
į┌ā”╣▐š²│Ż╔·«a▀\ąąĢrŻ¼═©▀^┬Ģ░l╔õĘĮ╩ĮÖz“×ā”╣▐Ąū░ÕĖ»╬gĀŅørŻ¼▓óęį│¼┬Ģ▓©£y║±āx£y┴┐ā”╣▐▒┌║±Ż¼╗“ęį£u┴„Ę©▓╗▓▒Ż£žÖz£y▒┌║±ōp╩¦Ż¼╚╗║¾Ė∙ō■╣▐▒┌║±Č╚ūā╗»ŪķørĘų╬÷╣▐▒┌Ė»╬gĀŅørĪŻį┌ŠĆÖz£y┼cķ_╣▐Öz£yŽÓ▒╚Ż¼Š▀ėą┐ņĮ▌ĪóĮøØ·Ą─ā׳cŻ¼╩Ūā”╣▐╣▐ĄūÖz£yĮ±║¾ų„┴„░lš╣ĘĮŽ“ĪŻ
1.1.3 ķ_╣▐Öz£y
ķ_╣▐Öz£yę▓ĮąļxŠĆÖz£yŻ¼ųĖ═Żų╣ā”╣▐š²│Ż╔·«a║¾ŪÕ└Ēā”╣▐Ż¼▀M╚ļā”╣▐▀Mąą┬®┤┼Æ▀├ĶĪŻ┬®┤┼Öz£y▓╗āH┐╔ęįÖz£yā”╣▐Ąū░Õ╔Ž▒Ē├µĄ─Ė»╬g╚▒Ž▌Ż¼▀Ć┐╔ęįÖz£yā”╣▐Ąū░ÕŽ┬▒ĒĄ─Ė»╬g╚▒Ž▌Ż¼Š▀ėą║▄Ė▀Ą─īŹė├ąįŻ¼Öz£yą¦╣¹ę▓║▄║├ĪŻę▓┐╔ęįĖ∙ō■┬Ģ░l╔õÖz£yĮY╣¹Ż¼▀MąąČ©³c┬®┤┼Öz£yĪŻ
1.2 ų„ę¬Öz£yś╦£╩
Ż©1Ż®ĪČ┴ó╩ĮłA═▓ą╬õōųŲ║ĖĮėė═╣▐įOėŗęÄĘČĪĘGB 50341©D2014ĪŻ
Ż©2Ż®ĪȤoōpÖz£y │Żē║Įī┘ā”╣▐┬Ģ░l╔õÖz£y╝░įuārĘĮĘ©ĪĘJB/T 10764©D2007ĪŻ
Ż©3Ż®ĪȤoōpÖz£y │Żē║Įī┘ā”╣▐┬®┤┼Öz£yĘĮĘ©ĪĘJB/T 10765©D-2007ĪŻ
Ż©4Ż®ĪČ┴ó╩ĮłA═▓ą╬õōųŲ║ĖĮėė═╣▐▓┘ū„ŠSūoą▐└ĒęÄ│╠ĪĘSY/T 5921©D2011ĪŻ
Ż©5Ż® ĪČė═╣▐Ą─Öz“×Īóą▐└ĒĪóĖ─Į©╝░ĘŁĮ©ĪĘSY/T 6620©D2014Ż©▓╔ė├ś╦£╩API653©D2009Ż®ĪŻ
Ż©6Ż®ĪČ┴ó╩ĮłA═▓ą╬õōųŲ║ĖĮėā”╣▐╩®╣żęÄĘČĪĘGB 50128©D2014ĪŻ
1.3 Öz£yā╚╚▌
ā”╣▐Öz£yā╚╚▌ę╗░Ń░³└©Ż║ā”╣▐═Ō▓┐║Ļė^Öz£yĪó╣▐▒┌£y║±Īó╣▐Ēö£y║±Īóā”╣▐Ąū░ÕĖ»╬gĀŅørÖz£yĪó┤╣ų▒Č╚Öz£yĪó╗∙ĄA│┴ĮĄįu╣└Īó╗∙ė┌’LļUĄ─Öz“ׯ©RBIŻ®Ą╚ĪŻ
1.4 Öz£yų▄Ų┌
ģó┐╝ĪČ┴ó╩ĮłA═▓ą╬õōųŲ║ĖĮėė═╣▐▓┘ū„ŠSūoą▐└ĒęÄ│╠ĪĘŻ©SY/T 5921©D2011Ż® Ī░ā”╣▐Ą─Öz£yįuārę╗░Ńį┌ą▐└Ēų▄Ų┌Ż©ę╗░Ń×ķ5~7─ĻŻ¼ą┬Į©ė═╣▐Ą┌ę╗┤╬ą▐└Ēų▄Ų┌▓╗ę╦│¼▀^10─ĻŻ®ĄĮ▀_Ū░ę╗─Ļā╚▀MąąŻ╗ī”ė┌čėķLą▐└Ēų▄Ų┌Ą─ė═╣▐ę╦├┐─Ļ▀Mąąę╗┤╬Öz£yįuārĪ▒ĪŻ
2 ░Ė└²Ęų╬÷
2.1ā”╣▐╗∙▒ŠŪķørĮķĮB
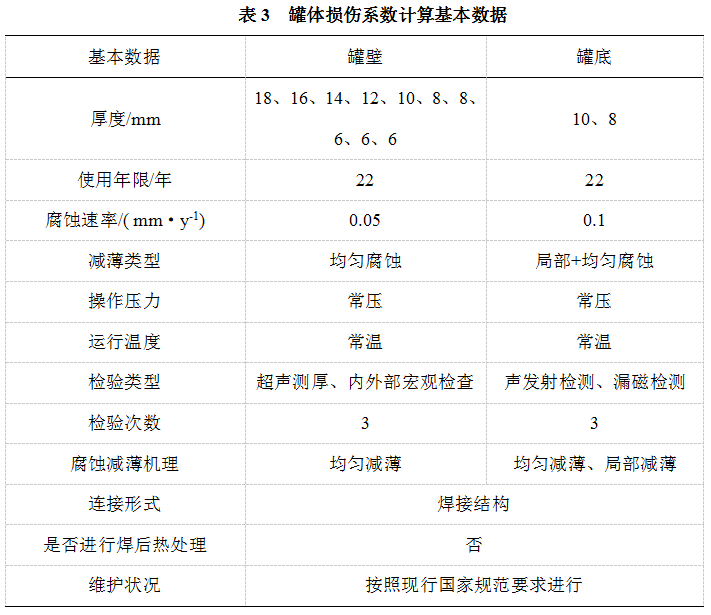
─│╣½╦ŠĄõą═ā”╣▐Ż©Į©įOĢrķgūŅįńĪóā”╣▐╚▌ĘeūŅ┤¾Ż®A101Ż¼×ķ╣░Ēö╣▐Ż¼Į©ė┌1994─ĻŻ¼▓─┘|A3FĪóA3õō░ÕŻ¼ų▒ÅĮ28 mŻ¼╣▐▒┌Ė▀Č╚17.32mŻ¼╣½ĘQ╚▌Ęe10000m3.├┐īė╣▐▒┌░Õ║±Č╚Å─ĄūĄĮĖ▀ę└┤╬×ķ18Īó16Īó14Īó12Īó10Īó8Īó8Īó6Īó6Īó6 mmŻ¼╣▐ĄūųąĘ∙░Õ║±Č╚8 mmŻ¼╣▐Ąū▀ģŠē░Õ║±Č╚12 mmŻ¼╣▐Ēö░Õ║±Č╚6 mmŻ¼ā”┤µĮķ┘|×ķ▓±ė═ĪŻ
2.2 ā”╣▐═Ō▓┐║Ļė^Öz▓ķ
2016─Ļ2į┬26╚š▀Mąą┴╦ā”╣▐═Ōė^║Ļė^Öz▓ķŻ¼ų„ę¬ėą╗ņ─Ó═┴Łhē”Īó×rŪÓīėĪóĮ■ė═╦ķ╩»╗“╔░ē|īėĪó¼Fł÷┼┼╦«Īóļs╬’ČčĘ┼Ą╚╗∙ĄAÖz£yŻ╗═Ō▓┐Ė»╬gŪķørĪó╣▐Ąū┼c╗∙ĄAų«ķgĄ─├▄ĘŌŪķørĪó╣▐▒┌ĖĮ╝■Ą╚╣▐▒┌Öz£yŻ╗Ēö░Õā╚▓┐Ė»╬gĪóĒö░Õ═Ō▓┐Ė»╬gĪóĒö░Õ┼┼╦«Īó╣▐ĒöĮ^¤ßīėĄ╚╣▐ĒöÖz£yŻ╗╚Īśė┐┌Īóę║╬╗Ė▀Č╚ųĖ╩ŠĪó╣╠Č©Ēöų¦ō╬ŲĮ┼_Īó╣▐ĒöŠo╝▒┼┼Ę┼┐┌ĪóĘ└└ūņoļŖĮėĄžĄ╚ā”╣▐░▓╚½ĖĮ╝■Öz£yĪŻÖz£y╬┤░l¼F«É│Żå¢Ņ}Ż¼Öz“×ĮYšō╩Ū└^└m╩╣ė├ĪŻ
2.3 ā”╣▐ūāą╬Öz£y
2.3.1 ā”╣▐╣▐¾w┤╣ų▒Č╚Öz£y
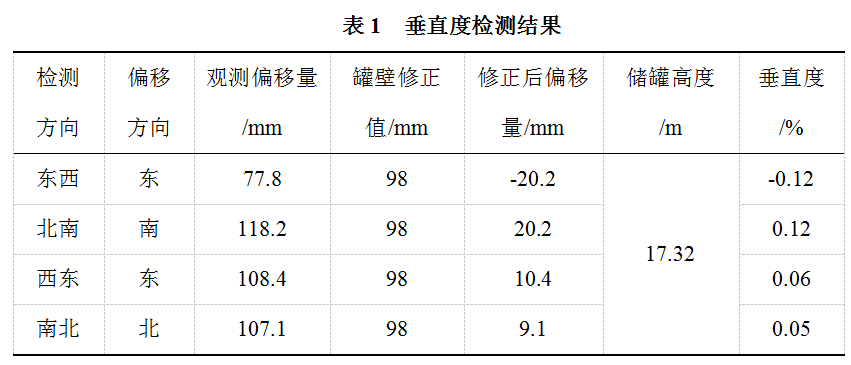
2017─Ļ8į┬24╚š▀Mąą┴╦┤╣ų▒Č╚Öz£yŻ¼└¹ė├MS05ą═╚½šŠāxūįė╔įOšŠ£y┴┐╣▐¾w═¼ę╗┤╣ŠĆĒö▓┐╝░Ąū▓┐Ą─╦«ŲĮŠÓļxŻ¼ė^£yĘĮŽ“×ķ¢|╬„Īó▒▒─ŽĪó╬„▒▒Īó─Ž▒▒╦─éĆĘĮŽ“ĪŻęį£y┴┐ā”╣▐Ēö▓┐║═Ąū▓┐Ą─ŠÓļxėŗ╦Ń╣▐¾wĒö▓┐Öz£y³cŽÓī”ė┌╣▐¾wĄū▓┐Öz£y³cĄ─āAą▒ĘĮŽ“Ż¼ĮY╣¹ęŖ▒Ē1ĪŻÖz£yĮY╣¹Ę¹║ŽĪČė═╣▐Ą─Öz“×Īóą▐└ĒĪóĖ─Į©╝░ĘŁĮ©ĪĘŻ©SY/T 6620©D2014Ż® 10.5.2.1 Ī░╣▐▒┌Ēö▓┐ŽÓī”ė┌╣▐▒┌Ąū▓┐Ą─▓╗┤╣ų▒Č╚▓╗æ¬│¼▀^ė═╣▐┐éĖ▀Č╚Ą─1%Ż¼Ą½ūŅ┤¾×ķ127mmĪ▒ĪŻ
2.3.2 ā”╣▐│┴ĮĄė^£y
2017─Ļ8į┬24╚š▀Mąą┴╦│┴ĮĄė^£yŻ¼▓╔ė├ķgęĢ£y┴┐Ą─ĘĮĘ©ĪŻčž╣▐▒┌╦─ų▄įŁ12éĆ│┴ĮĄė^£y³cŻ©▓╔ė├Lą═╣╠Č©│┴ĮĄś╦ųŠŻ®Ż¼ęįėąĻP╣żū„╗∙³c×ķ║¾ęĢ³cŻ¼ėŗ╦ŃĖ„│┴ĮĄ³cĖ▀│╠ĪŻ▒Š┤╬│┴ĮĄė^£yĮY╣¹┼c╔Ž─ĻČ╚ĮY╣¹╗∙▒Šę╗ų┬ĪŻ
2.4 ╗∙ė┌’LļUĄ─Öz“ׯ©RBIŻ®
│Żē║ā”╣▐╗∙ė┌’LļUĄ─Öz“ׯ©RBIŻ®Ż¼ę└ō■ĪČ│Żē║ā”╣▐╗∙ė┌’LļUĄ─Öz“×╝░įuārĪĘŻ©GB/T 30578©D2014Ż®▀MąąŻ¼ī”ā”╣▐▀Mąąōpé¹ÖC└ĒĘų╬÷║═’LļUĄ─Č©┴┐ėŗ╦ŃŻ¼▓óĖ∙ō■’LļU┤¾ąĪęį╝░Öz“ץ─ėąą¦ąį┤_Č©ā”╣▐Ą─Öz“×▓▀┬įŻ©░³└©Öz“×ŅÉą═ĪóÖz£yĘĮĘ©ĪóÖz£y▓┐╬╗║═Ž┬┤╬Öz“×ĢrķgŻ®ĪŻ2016─Ļ3į┬28╚š▀Mąą┴╦RBIÖz“ׯ©Ż®,ą╬│╔┴╦ĪČ│Żē║ā”╣▐’LļUįu╣└ł¾ĖµĪĘų„ę¬ā╚╚▌╚ńŽ┬ĪŻ
2.4.1 ā”╣▐╣▄└ĒŽĄĮyįuār
ī”╣½╦Š╣▄└ĒøQ▓▀īėĪó▀\ąąĪóŠSūoĪóÖz“×Öz£yĪóĮ╠ė²┼Óė¢ĪóįOėŗĪó│ą░³╔╠Ą╚▓┐╬╗╗“å╬╬╗Ż¼ķ_š╣墊Ēš{▓ķ╗“├µšäŻ¼ę└ō■░▓╚½╔·«až¤╚╬ųŲĪó╣ż╦ć░▓╚½ą┼ŽóĪó╣ż╦ć╬Ż║”ąįĘų╬÷Īó░▓╚½Öz▓ķĪóūāĖ³╣▄└ĒĪó▓┘ū„ęÄ│╠Īó░▓╚½ū„śIĪó╚╦åT┼Óė¢ĪóÖz“×║═ŠSūoĪó═Čė├Ū░Ą─░▓╚½Öz▓ķĪóæ¬╝▒┤ļ╩®Īó╩┬╣╩š{▓ķĪó│ą░³╔╠╣▄└ĒĪó░▓╚½╔·«a╣▄└ĒŽĄĮyįuārĄ╚14ĒŚš{▓ķā╚╚▌ī”Ų¾śI╣▄└ĒŽĄĮy▀MąąŠC║ŽįuārŻ¼═©▀^░l¼FĄ─ā”╣▐╣▄└ĒŽĄĮy╚▒Ž▌Ż¼ųĖī¦Ų¾śIĖ─▀M║═╝ėÅŖā”╣▐╣▄└Ē╣żū„Ż¼╚½├µ╠ßĖ▀ā”╣▐╣▄└Ē╦«ŲĮ║═╝╝ąg╦«ŲĮĪŻ
2.4.2 ā”╣▐ŲĮŠ∙╩¦ą¦Ė┼┬╩
ęįĪȤoōpÖz£y │Żē║Įī┘ā”╣▐┬Ģ░l╔õÖz£y╝░įuārĘĮĘ©ĪĘŻ©JB/T 10764-2007 Ż®ęÄČ©Ż¼░┤▒Ē2▀x╚Ī│Żē║ā”╣▐Ąū░Õ║═▒┌░ÕĄ─ŲĮŠ∙╩¦ą¦Ė┼┬╩×ķąĪĪóųąĪó┤¾3ĘNą╣┬®┐ū║═ŲŲ┴č╣▓4ĘNōpē─ą╬╩Į│÷¼FĄ─Ė┼┬╩ĪŻ
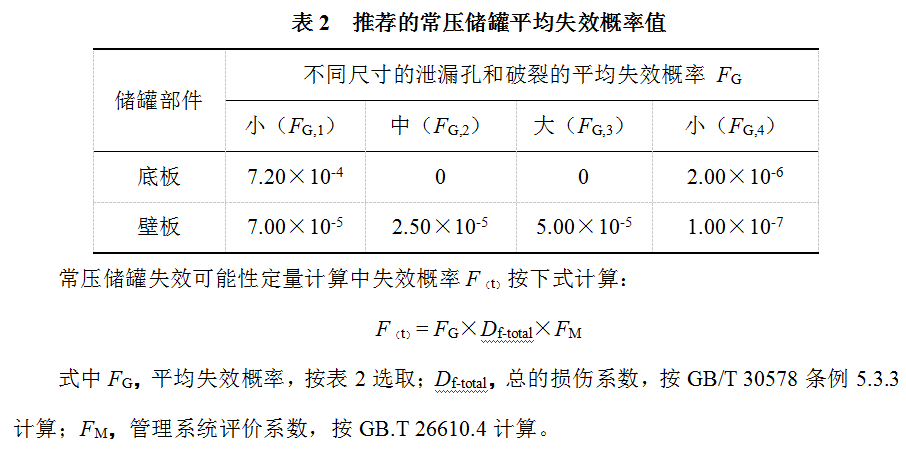
A101ā”╣▐╣▐▒┌īŹļHĀŅør▓╗┤µį┌╣▐¾wŲŲ┴č╩¦ą¦ĀŅør┐╔─▄ąį░l╔·Ż¼ę“┤╦į┌įu╣└ĢrŻ¼▀xō±ąĪĪóųąĪó┤¾╚²ĘN╩¦ą¦Ė┼┬╩▀Mąąėŗ╦ŃŻ¼╣▐Ąū░ÕĄ─ŲĮŠ∙╩¦ą¦Ė┼┬╩×ķ7.20Ī┴10-4Ż¼╣▐▒┌░ÕĄ─ŲĮŠ∙╩¦ą¦Ė┼┬╩×ķ10.01Ī┴10-5ĪŻ
2.4.3 ╣▐¾wōp鹎ĄöĄ
ā”╣▐ōp鹎ĄöĄ╩Ū┼cā”╣▐╩╣ė├Ģrķg║═Öz“×ėąą¦ąįŻ©░³└©Öz“×┤╬öĄŻ®ŽÓĻPĄ─║»öĄŻ¼Ųõėŗ╦Ń═©│Ż┐╝æ]4ĘNōpé¹ę“ūėŻ║£p▒Īōpé¹ę“ūėĪó═Ō▓┐ōpé¹ę“ūėĪóæ¬┴”Ė»╬gķ_┴čōpé¹ę“ūėĪó┤ÓąįöÓ┴čōpé¹ę“ūėĪŻA101ā”╣▐ų„ę¬ė├ė┌ā”┤µė═ŲĘĮķ┘|Ż¼Ūę╣żū„£žČ╚×ķ│Ż£žŻ¼ę“┤╦▓╗┤µį┌æ¬┴”Ė»╬gķ_┴čōpé¹╩¦ą¦─Ż╩ĮĪŻ
2.4.4 ā”╣▐╩¦ą¦║¾╣¹
▓±ė═ė÷├„╗ĪóĖ▀¤ß╗“┼cč§╗»ä®Įėė|Ż¼ėąę²╚╝▒¼š©Ą─╬ŻļUŻ¼╚¶ė÷Ė▀¤ßŻ¼╚▌Ų„ā╚ē║į÷┤¾Ż¼ėąķ_┴č║═▒¼š©╬ŻļUĪŻę“┤╦Ż¼ł¾Ėµī”č█Š”Īó╔Ē¾wĪó╩ų▓┐Ę└ūo▀Mąą┴╦šf├„Ż¼▓óī”ą╣┬®æ¬╝▒╠Ä└ĒĪó╝▒Š╚┤ļ╩®Īó£ń╗ĘĮĘ©╝░£ń╗ä®Īó║¶╬³ŽĄĮyĘ└ūoĄ╚ĘĮ├µ▀Mąą┴╦įö╝ÜĘų╬÷ĪŻ
2.4.5 ┐é¾w’LļUįuār
A101ā”╣▐Ą─ų„ę¬ōpé¹ÖC└Ē×ķĖ»╬g£p▒Īōpé¹Ż¼┐é¾w’LļU×ķĄ═’LļU1ĪŻ
2.5 į┌ŠĆÖz£yĪ¬Ī¬┬Ģ░l╔õÖz£y
2016─Ļ2į┬26╚š▀Mąą┴╦┬Ģ░l╔õÖz£yŻ¼┬Ģ░l╔õÖz£yę║╬╗ę╦į┌ūŅĖ▀▓┘ū„ę║╬╗Ą─85%Ī½100%ų«ķgŻ¼╚¶ė÷╠ž╩ŌŪķørŻ¼Öz£yę║╬╗æ¬ų┴╔┘Ė▀ė┌é„ĖąŲ„░▓čb╬╗ų├1 męį╔ŽĪŻÖz£yŪ░Ż¼ĻPķ]╣▐Ė∙ķy▓ó▒Ż│ųā”┤µĮķ┘|ņoų├2 hęį╔Ž.Öz£yĢrŻ¼└^└mĻPķ]╣▐Ė∙ķy╝░Ųõ╦³Ė╔ö_į┤Ż¼╚ńöć░ĶŲ„Īó╝ė¤ßįO╩®Īó▒├Īó╩®╣żÖCąĄĄ╚ĪŻ▓╔ė├┬Ģ░l╔õÖz£yāxPAC SAMOS-48Ż¼Öz£yŅl┬╩20~100 kHzŻ¼Öz£y▀^│╠ųąų▄▀ģŁhŠ│Ė╔ö_ę“╦žØMūŃÖz“×ę¬Ū¾ĪŻÖz£y║±Ż¼Å─╣▐Ąū░ÕĄ─Č©╬╗╩┬╝■łDŻ©łD2Ż®╔Ž┐╔ęį┐┤│÷Ż¼╣▐Ąūųąą─╗∙▒Š¤oČ©╬╗╩┬╝■Ż¼šf├„Ąū░ÕĄ─Ė»╬g╗“Č©╬╗▌^Ą═Ż¼Ąū░Õ╠Äė┌ĘĆČ©ĀŅæBĪŻĮøī”įļ┬Ģą┼╠¢×V▓©╠Ä└Ē║¾Ż¼╩ŻėÓ┬Ģ░l╔õ╩┬╝■öĄ┴┐╗∙▒ŠŽ¹£ńŻ¼┼┼│²╣▐Ąū«a╔·ą╣┬®╚▒Ž▌ĪŻę└ō■ĪȤoōpÖz£y │Żē║Įī┘ā”╣▐┬Ģ░l╔õÖz£y╝░įuārĘĮĘ©ĪĘŻ©JB/T 10764-2007Ż®īóįō╣▐Ąū░ÕįuČ©×ķó±╝ēŻ©Ęųó±-ó§╝ēŻ¼ó±╝ē×ķūŅĄ═╝ēäeŻ¼▒Ē╩Š╔┘┴┐Ė»╬gŻ¼▓╗ąĶꬊSą▐Ż®ĪŻ

łD2 ā”╣▐Ąū░Õ┬Ģ░l╔õÖz£yČ©╬╗łD
2.6 į┌ŠĆÖz£yĪ¬Ī¬ā”╣▐╣▐¾w▒┌░Õ║═Ēö░Õ║±Č╚Öz£y
▓╔ė├│¼┬Ģ▓©£y║±āxTT100Öz£y╣▐¾w▒┌░Õ║±Č╚Ż¼Öz£yŪ░Ž╚ė├╔░▌å┤“─źÖz£y³cĄ─╣▐¾w▒Ē├µŻ¼į┌Ą┌ę╗īėčž╣▐¾w╦─ų▄▀Mąą£y║±Ż©ā”╣▐Įķ┘|ųąĄ─║¼╦«ų„ę¬│┴Ęeį┌╣▐ĄūŻ¼ę“┤╦Ė»╬g╚▒Ž▌ų„ę¬╝»ųąį┌╣▐¾wĄ┌ę╗īėŻ®Ż¼ŲõėÓ³cčž╣▐¾wĘ÷╠▌▀Mąą£y║±ĪŻÖz£yĮY╣¹ūŅ┤¾Ė»╬g┴┐×ķ0.2 mmŻ¼Ę¹║ŽĪČ┴ó╩ĮłA═▓ą╬õōųŲ║ĖĮėė═╣▐▓┘ū„ŠSūoą▐└ĒęÄ│╠ĪĘŻ©SY/T 5921©D2011Ż®ęÄČ©Ż¼▓╗ė░Ēæā”╣▐Ą─░▓╚½╩╣ė├ĪŻ
═¼Ę©Öz£y╣▐Ēö░Õ║±Č╚ĪŻÖz£yĮY╣¹ūŅ┤¾Ė»╬g┴┐×ķ0.1 mmŻ¼▓╗┤µį┌║±Č╚ąĪė┌2.3 mm╗“ėą┤®┐ūĄ─¼FŽ¾Ż¼▓╗ąĶą▐ča╗“Ė³ōQĪŻ
2.7 ┬®┤┼Öz£y

łD3 ╣▐Ąū░Õ┬®┤┼Öz£y¼Fł÷
2017─Ļ11į┬23╚šī”ā”╣▐Ąū░Õ▀Mąą┴╦┬®┤┼Öz£yŻ©łD 3Ż®Ż¼╝t³c╠Ä×ķĄū░Õ▒Ē├µ░l¼FĖ»╬g╚▒Ž▌Ż¼╣▓ėŗ13╠ÄŻ©ų▒ÅĮ5 mmŻ¼╔ŅČ╚3 mmŻ®Ż©łD4Ż®Ż¼ĪŻĖ∙ō■┬®┤┼Öz£yĮY╣¹ķ_š╣┴╦ā”╣▐Ąū░Õ╚▒Ž▌³cą▐Å═╣żū„Ż¼ą▐Å═Ū░║¾ī”▒╚ęŖłD5ĪŻ
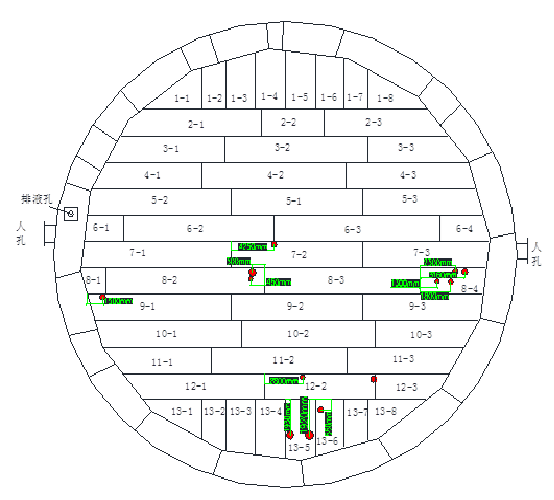
łD4 ╣▐Ąū░Õ┬®┤┼Öz£yĮY╣¹
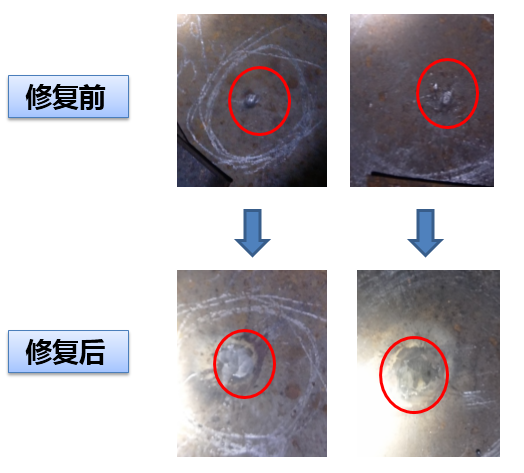
łD5 ą▐Å═Ū░║¾ī”▒╚
3 ĮY╩°šZ
A101ā”╣▐Ąū░Õ┬®┤┼Öz£yĮY╣¹▒Ē├„╣▐Ąū░ÕĖ»╬g▌^▌pŻ¼═¼Ģrę▓“×ūC┴╦2016─Ļķ_š╣Ą─ā”╣▐Ąū░Õ┬Ģ░l╔õÖz£yĪó│¼┬Ģ▓©£y║±Öz£yĪó╗∙ė┌’LļUĄ─Öz“ׯ©RBIŻ®ĮY╣¹▒╚▌^šµīŹĪó║Ž└ĒĪŻ
ā”╣▐Öz£y╩Ūę╗éĆŽĄĮy╣ż│╠Ż¼▀ĆąĶ═Ļ╔Ųā”╣▐Öz▓ķā╚╚▌Ż¼╝Ü╗»ā”╣▐Öz£yś╦£╩Ż¼╩╣ā”╣▐═Ļš¹ąį╣▄└Ēś╦£╩╗»ĪóęÄĘČ╗»ĪŻĮ©ūhÖz£ył¾Ėµæ¬├„┤_Ž┬┤╬Öz£yĢrķgĪóÖz£yā╚╚▌ĪóÖz£yĘĮĘ©Ż¼ėąų·ė┌ā”╣▐╣▄└Ēš▀į┌▒Š┤╬Öz£y║¾ķ_š╣Š▀¾wĄ─╣▄└Ē╣żū„Ż¼═¼Ģr╝ėÅŖā”╣▐ą┼ŽóĄ─╩š╝»┼cĘų╬÷Ż¼ū÷ĄĮĪ░ę╗╣▐ę╗ÖnĪ▒ĪŻ
ū„š▀Ż║äóäPŻ¼1983─Ļ╔·Ż¼─ąŻ¼╣ż│╠ĤŻ¼┤T╩┐Ż¼ų„ę¬Å─╩┬ė═ÜŌā”▀\╣ż│╠įOėŗ╝░╣ż│╠ĒŚ─┐╣▄└ĒĪŻ
ĪČ╣▄Ą└▒ŻūoĪĘ2018─ĻĄ┌3Ų┌Ż©┐éĄ┌40Ų┌Ż®
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
