



X70╣▄ŠĆ▀BŅ^Ė∙║ĖČ¼╝Š┴č╝yįŁę“Ęų╬÷┼cĘĄą▐╣ż╦ć
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║═§Äø └Ņ╬─ز ┤▐╝╬ Ą╚ ĢrķgŻ║2018-7-21 ķåūxŻ║
═§Äø1 └Ņ╬─ز2 ┤▐╝╬1 Ņü┴”1 ┴_éź1
1 ╬„─Žė═ÜŌ╠’╣½╦Š▌öÜŌ╣▄└Ē╠Ä│╔Č╝╣▄Ą└ōīļUŠSą▐ųąą─Ż╗2 ╩»ė═╠ņ╚╗ÜŌĮ©įO╣ż│╠ėąŽ▐ž¤╚╬╣½╦Š
1 ╩®╣żĖ┼ør
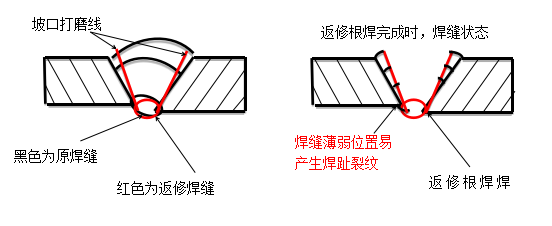
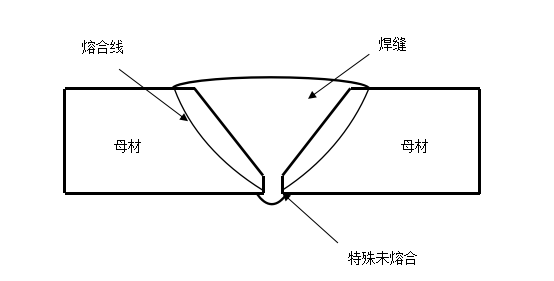
─│▌öÜŌĖ╔ŠĆ╣▄Ą└įOėŗē║┴”6.13 MPaŻ¼▓─┘|×ķX70┬▌ą²┐põō╣▄,ęÄĖ±”Ą813 Ī┴10 mmĪŻ─Ļ─®Įø╣▄Ą└╚▒Ž▌┬®┤┼ųŪ─▄Öz£y║¾Ż¼┴ó╝┤ī”┤µį┌Ą─6╠Ä╚▒Ž▌╬╗ų├▀Mąą═ŻÜŌ▀BŅ^ōQ╣▄ū„śIŻ¼į┌¤oōpÖz£yųą░l¼F4Ą└║Ė┐┌┤µį┌Ė∙║Ė┴č╝y¼FŽ¾Ż©ęŖ▒Ē1Ż®Ż¼ĘĄą▐1┤╬║¾║ŽĖ±ĪŻ
▒Ē1 Ė∙║Ė┴č╝yĀŅørĮyėŗ
|
╩®╣ż³c |
┴č╝y«a╔·╬╗ų├ Ż©ĢrńŖ╬╗ų├Ż® |
┴č╝yķLČ╚ /mm |
┴č╝y╬╗ų├ā╚ Õe▀ģĀŅør/mm |
┴č╝y╬╗ų├Ė∙║Ė▒│├µ ║Ė┐pīÆČ╚/mm |
|
A B C D E F |
6 1 / 5 5 / |
7 9 / 20 13 / |
/ / / 1 / / |
7 7 / 6 9 / |
2 ═ŻÜŌ▀BŅ^╩®╣żĄ─╠ž╩Ōąį
╣▄Ą└═ŻÜŌ▀BŅ^Ż©ęįŽ┬║åĘQ▀BŅ^Ż®╩ŪųĖŻ║▌ö╦═Įķ┘|×ķ╠ņ╚╗ÜŌĄ─į┌ę█╣▄Ą└ė÷╠ž╩ŌŪķørąĶ═Żų╣▌ö╦═Ż¼▓óį┌┐š▌dĀŅæBŽ┬Ż¼ė├▒M┐╔─▄Č╠Ą─Ģrķg═Ļ│╔Šų▓┐╣▄Ą└įO╩®Ė³ōQĄ─╩®╣żū„śIĪŻ═ŻÜŌ▀BŅ^ū„śIėąā╔éĆ├„’@╠ž³cŻ║ę╗╩ŪĢrķgŠoŻ¼╩®╣żė├Ģrį┌24hęįā╚Ż¼▓óę¬Ū¾ę╗┤╬ąį═Ļ│╔ĪŻČ■╩Ū┼cķL▌ö╣▄Ą└Į©įOŽÓ▒╚Ż¼╩®╣żŚl╝■▓ŅŻ¼│Ż╩▄ĄĮ╣▄Ą└ĮMī”Īóæ¬┴”Īó┤┼ł÷Īóā╚Ė»╬gĄ╚ę“╦žė░ĒæŻ¼ū„śIļyČ╚┤¾Ż¼ī”ū„śI╚╦åT╝╝ąg╦«ŲĮę¬Ū¾Ė▀ĪŻ
3 Ė∙║Ė┴č╝yįŁę“Ęų╬÷
┴č╝yį┌║Ė┐p║═¤ßė░Ēæģ^Č╝Ģ■│÷¼FŻ¼į┌ūā╗»æ¬┴”Ą─ū„ė├Ž┬Ģ■▓╗öÓį÷ķLŻ¼ų▒ų┴║ĖĄ└╩¦ą¦öÓ┴čĪŻ┴č╝yĘų║Ļė^┴č╝y║═’@╬ó┴č╝yŻ¼ėą¤ß┴č╝yĪó└õ┴č╝yĄ╚ŅÉą═Ż¼▀BŅ^ū„śIųąĄ─Ė∙║Ė┴č╝yī┘ė┌’@╬ó┴č╝yųąĄ─└õ┴č╝yŻ¼▓╗ęū░l¼FŻ¼╬Ż║”Ė³┤¾ĪŻ┤Ńė▓ĮM┐ŚĪóöU╔óÜõ║¼┴┐ĪóÜłėÓæ¬┴”╩Ū«a╔·║ĖĮė└õ┴č╝yĄ─╚²éĆę¬╦ž[1]Ż¼Ųõū„ė├╩ŪŽÓ╗ź┬ōŽĄŻ¼ŽÓ╗źųŲ╝sĄ─Ż¼▓╗═¼Śl╝■Ž┬╦∙ŲĄ─ų„ę¬ū„ė├▓╗═¼ĪŻ
3.1 ┤Ńė▓ĮM┐Ś
─Ė▓─Ą─╠╝«ö┴┐įĮĖ▀Ųõ┤Ńė▓āAŽ“įĮ┤¾Ż¼čė▀t┴č╝y├¶ĖąąįŠ═įĮÅŖĪŻļm╚╗X70õōĄ─╠╝«ö┴┐▓╗Ė▀Ż©Ą═ė┌0.10ŻźŻ®Ż¼Ą½ė╔ė┌║ŽĮį¬╦ž║¼┴┐▌^Ė▀Ż©ęŖ▒Ē2╦∙╩ŠŻ®Ż¼į┌╠ßĖ▀ÅŖČ╚Ą╚╝ēĄ─═¼ĢrŻ¼õōĄ─┤Ńė▓ąįę▓į÷╝ėŻ¼į┌┐ņ╦┘└õģs▀^│╠ųąŻ¼ĶF╦ž¾w╬÷│÷║¾╩ŻŽ┬Ą─Ė╗╠╝ŖW╩Ž¾wüĒ▓╗╝░▐Dūā×ķųķ╣Ō¾wŻ¼ūŅĮK▐Dūā×ķ║¼╠╝┴┐▌^Ė▀Ą─žÉ╩Ž¾w║═±R╩Ž¾wŻ¼ŪęĄ├ĄĮ±R╩Ž¾wĄ─┼RĮń╦┘Č╚ꬥ═Ż¼ę“Č°ęū«a╔·┤Ńė▓ĮM┐Ś[2] Ż¼Å─Č°╩╣čė▀t┴č╝y├¶Ėąąįį÷ÅŖĪŻ
▒Ē2 X70╣▄ŠĆõō▓─┘|╗»īW│╔Ęų ┘|┴┐ĘųöĄ%
|
╣▄▓─╝ēäe |
╗»īW│╔Ęų |
|||||||||||
|
C |
Si |
Mn |
S |
P |
Ni |
V |
Cr |
Nb |
Cu |
Ti |
Mo |
|
|
X70 |
0.060 |
0.260 |
1.430 |
0.002 |
0.013 |
0.220 |
0.040 |
0.014 |
0.046 |
0.210 |
0.010 |
0.170 |
3.2 öU╔óÜõū„ė├
║ĖĮėĮėŅ^ųąĄ─Üõų„ę¬üĒį┤ė┌║Ė▓─ųąĄ─╦«Ęų║═Ų┬┐┌▒Ē├µĄ─ė═╬█ĪóĶFõPĪó╦«╝░┤¾ÜŌųąĄ─╦«Ų¹Ą╚Ż¼Ųõ║¼┴┐į÷╝ėĢ■ī¦ų┬║Ė┐pĮī┘╝░¤ßė░Ēæģ^Ą─┴”īWąį─▄ĮĄĄ═Ż¼ė╚Ųõ╩ŪĒgąįĮĄĄ═Ż¼╩╣Ė▀ÅŖČ╚╣▄▓─Ą─└õ┴č╝y╬ŻļUąįį÷┤¾ĪŻ╩ūŽ╚Ż¼▒Š┤╬▀BŅ^ū„śI▓╔ė├E6010║ĖŚlĖ∙║Ė+E7lT8-Nil║ĖĮz╠Ņ│õĪó╔w├µ║ĖĮėĪŻė╔ė┌Ė∙║Ė▓╔ė├└wŠS╦ž║ĖŚl║ĖĮėŻ¼║Ė┐pĄ─║¼Üõ┴┐▌^Ė▀Ż¼║Ė┐pöU╔óÜõ║¼┴┐×ķ12Ī½18mL/100gŻ¼į┌┐ņ╦┘└õģs▀^│╠ųąŻ©┤╦┤╬▀BŅ^ū„śIį┌Č¼╝ŠŻ®Ż¼ÜõĄ─╚▄ĮŌČ╚╝▒äĪŽ┬ĮĄŻ¼║Ė┐pĮī┘ųąĄ─▀^’¢║═ÜõŠ═║▄┐ņė╔║Ė┐p┤®▀^╚█║Žģ^Ž“╔ą╬┤ĘųĮŌĄ─¤ßė░Ēæģ^öU╔óŻ¼Č°Üõį┌¤ßė░Ēæģ^Ą─öU╔ó╦┘Č╚ŽÓī”▌^ąĪŻ¼ę“┤╦į┌╚█║Žģ^ĖĮĮ³ą╬│╔┴╦ę╗ąĪĄ─Ė╗ÜõĦĪŻŲõ┤╬Ż¼įŁ╠ņ╚╗ÜŌ╣▄Ą└ā╚▒┌ķLŲ┌╩▄H2SĖ»╬gŻ¼S2-ļxūėĄ─┤µį┌╩╣╣▄Ą└─Ė▓─ųąĄ─öU╔óÜõ║¼┴┐×ķ¤oH2SĢrĄ─10▒Č[3]Ż¼║Ė┐pĮM┐ŚĄ─Üõ║¼┴┐ę▓ļSų«į÷Ė▀ĪŻ┤╦═ŌŻ¼▀BŅ^ū„śI▀^│╠ųąę“╩▄│▒رŁhŠ│Īó╣▄ā╚ÜŌ┴„Īó╣▄Ą└┤┼ł÷Ż©╚ńłD1╦∙╩ŠŻ®Ą╚Ą─ė░ĒæŻ¼║ĖŚlļŖ╗ĪĄ─▒Żūoą¦╣¹£p╚§Ż¼║Ė┐pųąöU╔óÜõ║¼┴┐į÷Ė▀ĪŻ

łD1 ╣▄Ą└▒╗┤┼╗»║¾Ą─║Ė┐┌
3.3ÜłėÓæ¬┴”
║ĖĮėĮėŅ^ų„ę¬┤µį┌¤ßæ¬┴”ĪóŽÓūāæ¬┴”║═Šą╩°┴”ĪŻ╩▄▀BŅ^ū„śIŚl╝■ė░ĒæŻ¼ę╗╩ŪįŁ╣▄Ą└ā╔Č╦į┌ķLČ╚ĘĮŽ“Ą─¤ß├ø└õ┐s▌^├„’@Ūę▓╗į┌═¼ę╗ų▒ŠĆ╔ŽŻ¼įņ│╔║ĖĮė▀^│╠ųą║Ė┐┌11-1³cńŖ,5-7³cńŖ╬╗ų├╩▄ĄĮ└Łæ¬┴”╗“ē║æ¬┴”[4]ĪŻČ■╩Ū╣▄Ą└ūāą╬ĪóÕe╬╗Ą╚Ż¼╩╣ĮMī”Š½Č╚╩▄ĄĮŽ▐ųŲŻ¼į┌║Ė┐┌Ą─ĮMčb▀^│╠ųą┐éĢ■┤µį┌╗“ČÓ╗“╔┘Ą─ÅŖ┴”ĮMī”Ż¼įņ│╔į┌ĮMčb═Ļ│╔║¾Ģ■┤µį┌ā╚æ¬┴”Ż¼▀@ĘNæ¬┴”į┌║Ė║¾▀Mąą¤ß╠Ä└ĒĢr▓╗┐╔─▄═Ļ╚½Ž¹│²ĪŻ╚²╩Ū╣▄Ą└║ĖĮė╩Ūę╗éĆŠų▓┐╝ė¤ß┼c└õģsĄ─▀^│╠Ż¼į┌║ĖĮėųąĢ■«a╔·æ¬┴”┼cæ¬ūāĄ─裣hŻ¼ę“┤╦╣▄Ą└║Ė║¾▒ž╚╗┤µį┌ÜłėÓæ¬┴”ĪŻ
4 ▀BŅ^ĘĄą▐╣ż╦ć
4.1ū„śI£╩éõ
┤_▒ŻĘĄą▐║ĖÖCĪó║ĖŚl┐Š═▓Ą╚įOéõ═Ļ║├Ż¼║ĖŚl░┤ššŽÓĻPęÄČ©▀Mąą║µ┐Š▒Ż£žĪŻė├Ū¦Į’Ēöī”╣▄Ą└Ąū▓┐▀MąąĖĮ╝ėų¦ō╬Ż¼£p╔┘╣▄Ą└ę“│┴ĮĄ«a╔·Ą─æ¬┴”ė░ĒæĪŻĖ∙ō■Öz£yĮY╣¹Ż¼Ęų╬÷║═┤_Č©ĘĄą▐Ą─£╩┤_╬╗ų├ĪŻ
4.2║Ė┐p┤“─ź
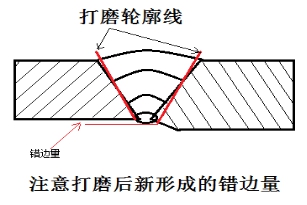
┤“─źŲ┬┐┌ĮŪČ╚×ķ60Ī└5ĪŃŻ¼ķgŽČ3Ī½4 mmŻ¼┤“─źķLČ╚▒M┴┐┐žųŲį┌100 mmā╚Ż¼╚¶╚▒Ž▌▀^ķLŻ¼æ¬ĘųČ╬ą▐Å═Ż¼Ž╚Å─ųąķg┤“─źŻ¼Ż¼▒▄├Ōę╗┤╬┤“─ź▀^ķLŻ¼ī¦ų┬╩ŻŽ┬║Ė┐på╬╬╗├µĘe╔ŽĄ─╩▄┴”į÷┤¾Č°ę²░l║Ė┐p└Ł┴č¼FŽ¾ĪŻ┤_Č©┤“─ź╬╗ų├╩Ūʱā╚Õe┐┌Ż¼╚¶║Ė┐pĘĄą▐╠Ä┤µį┌╣▄ā╚Õe▀ģŻ¼Ūę╬┤ÅžĄū┤“─źįŁĖ∙║Ė║Ė┐pŻ¼į┌Ė∙║Ė║Ė┐p¤ß╩š┐sė░ĒæŽ┬Ż¼║Ė┐p▒Ī╚§╬╗ų├╩▄ĄĮĄ─└Łæ¬┴”┤¾ė┌ŲõūŅ┤¾│ą▌dÅŖČ╚ĢrŻ¼Ė∙║Ė▀ģŠē║Ė┐pŠ═Ģ■└Ł┴čą╬│╔Ė∙║Ė║Ėų║┴č╝yŻ©╚ńłD2╦∙╩ŠŻ®ĪŻ┤“─ź═Ļ│╔║¾Ż¼ė├õÅŲ¼Īó├▐╝åŪÕ└ĒŲ┬┐┌ā╚ŠĒ▀ģ╝░ā╔é╚╬█╬’ĪŻ
łD2 įŁ║Ė┐pÕe▀ģĢr╚▌ęū│÷¼F║Ėų║┴č╝y╠ÄĄ─┤“─ź╩ŠęŌłD
ĘĄą▐ĢrŻ¼æ¬Ė∙ō■╠Į鹚šŲ¼╝░īŹļH╚▒Ž▌Ęų╬÷ŪķørŻ¼║Ž└Ē▀xō±ĘĄą▐┤“─źĀŅæBŻ¼ęįĘ└ų╣╬┤║Ė═ĖĪó╬┤╚█║ŽĪóŖAį³Ą╚╚▒Ž▌«a╔·ĪŻ
4.3£žČ╚┐žųŲ
ĘĄą▐▀^│╠ųą▒žĒÜ╩╣ė├╝t═ŌŠĆ£y£žāxī”ŅA¤ßĪóīėķg£žČ╚Īó║Ė║¾▒Ż£žĄ╚╣żą“ć└Ė±▒O┐žĪŻX70õōį┌╩®║ĖŁhŠ│£žČ╚×ķ0Īµū¾ėęĢrŻ¼ŲõŅA¤ß£žČ╚╝s×ķ120ĪµŻ¼ĘĄą▐║Ė┐┌║Ė┐pā╔é╚╝ė¤ßīÆČ╚æ¬┤¾ė┌100 mmŻ¼ŅA¤ßĢrę¬ī”š¹éĆ║Ė┐┌Š∙ä“╝ė¤ßŻ¼▓óĖ∙ō■─Ė▓─║±Č╚ć└Ė±┐žųŲ╣▄▒┌╔²£ž╦┘Č╚Ż¼£pąĪģ^ė“Īó║±Č╚╔ŽĄ─£žČ╚▓ŅŻ¼ĮĄĄ═║Ė┐pĄ─¤ßæ¬┴”ė░ĒæĪŻć└Ė±┐žųŲīėķg£žČ╚Ż©īėķg£žČ╚▓╗Ą═ė┌ŅA¤ß£žČ╚Ż®Ż¼į┌═Ļ│╔ę╗īė║Ė┐pĄ─ĘĄą▐║¾5 minā╚▀MąąŽ┬ę╗īė║Ė┐p║ĖĮėĪŻĘĄą▐║ĖĮė═Ļ│╔║¾┐╔▓╔ė├▒Ż£ž├▐░³╣³║Ė┐┌Ą─▒Ż£žŠÅ└õ┤ļ╩®Ż¼Ę└ų╣║Ė┐┌└õģs╦┘Č╚▀^┐ņŻ¼ī¦ų┬║Ė┐p«a╔·┤Ńė▓ĮM┐ŚĪŻ▒žę¬Ģr┐╔▀Mąą║¾¤ß╠Ä└Ē╗“Ė▀£ž╗ž╗╠Ä└ĒĪŻ
4.4.ūóęŌ╩┬ĒŚ
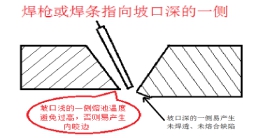
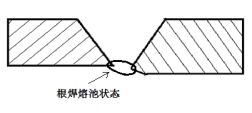
ĘĄą▐║ĖĮė╩Ūį┌ęč═Ļ│╔Ą─š¹éĆ║Ė┐┌╔Ž▀Mąą┤“─ź║¾Ą─Šų▓┐║ĖĮėŻ¼╔ó¤ß╦┘Č╚▒╚š²│Ż║ĖĮėę¬┐ņŻ¼║ĖĮė¤ß▌ö╚ļ┴┐ę▓┬į┤¾ĪŻį┌║ĖĮėĖ∙▓┐ĢrŻ¼Ų┬┐┌ā╔é╚▒žĒÜ▒Ż│ųę╗éĆ┐╔ęŖĄ─ąĪ╚█┐ūŻ¼ø]ėą╚█┐ū╗“╚█┐ū╠½ąĪŻ¼ęūįņ│╔Ė∙▓┐▒│├µ╚█║Ž▓╗┴╝Ż╗╚█┐ū▀^┤¾Ż¼ätęū«a╔·ā╚ę¦▀ģ╗“¤²┤®╚▒Ž▌ĪŻ║ĖĮė▀^│╠æ¬ūą╝Üė^▓ņ╚█┐ūā╔é╚╚█│žĶF╦«┴„äėĀŅørŻ¼īó║ĖŚlį┌ā╔é╚ū„▌p╬óö[äėŻ¼┤_▒ŻŲ┬┐┌ā╔é╚Š∙ä“╚█║ŽŻ╗į┌4-6³cńŖ╬╗ų├║ĖĮėĢrŻ¼▒žĒÜē║┐sļŖ╗ĪŻ¼▒M┴┐░čĶF╦«═∙╚█│ž▒│├µ╦═Ż¼Ūę╚█│ž£žČ╚▓╗─▄╠½Ė▀Ż¼▓┼─▄▒ŻūCĖ∙▓┐▓╗ā╚░╝ĪŻėąā╚Ų┬┐┌║Ė┐┌ĘĄą▐ĢrŻ¼ę¬ūóęŌā╚Ų┬┐┌├µĄ─╚█║ŽŻ¼«öā╚Ų┬┐┌ę╗é╚▒╗┤“─źé¹╝░įŁā╚Ų┬┐┌ĢrŻ¼Ųõča║Ė║Ė┐p┤µį┌ā╚Õe▀ģ¼FŽ¾Ż©╚ńłD3╦∙╩ŠŻ®ĪŻą▐Å═Ģræ¬═©▀^ė^▓ņÕe▀ģ┴┐╝░Ų┬┐┌ķgŽČ┤¾ąĪŻ¼üĒš{š¹║ĖŚl╗“║ĖśīĮŪČ╚Ż©╚ńłD4╦∙╩ŠŻ®╝░║ĖĮė▓┘ū„╩ųĘ©Ż¼╩╣╚█│ž│╩ą▒└ŁĀŅŻ©╚ńłD5╦∙╩ŠŻ®Ż¼┤_▒ŻĖ∙║Ė▒│├µā╔é╚╚█║Ž┴╝║├ĪŻ▀Ćæ¬ūóęŌį┌▀xō±┤¾Ą─║ĖĮėļŖ┴„Ż¼ė╚Ųõ╩Ū┤¾Ą─┤Ą┴”ļŖ┴„ĢrŻ¼įņ│╔ļŖ╗Ī┤Ą┴”▀^┤¾Ż¼╚█╗»║ĖŚlĮī┘į┌ÅŖ┤¾ļŖ╗Ī┤Ą┴”Ą─ū„ė├Ž┬│╩Ī░ćŖ╚¬ĀŅĪ▒ćŖ┬õį┌╬┤╚█╗»Ą─║Ė┐pĖ∙▓┐▒│├µ─Ė▓─╔ŽŻ¼ą╬│╔╠ž╩Ō╬┤╚█╚▒Ž▌[5]Ż©╚ńłD6╦∙╩ŠŻ®ĪŻ└wŠS╦žĖ∙║Ė║Ė┐pĖ∙▓┐▒│├µ╬┤╚█║ŽĢ■«a╔·Ė∙▓┐╝ŌĮŪą¦æ¬ą╬│╔æ¬┴”╝»ųą,╩Ūįņ│╔X70õōį┌▀BŅ^ū„śIųą«a╔·└õ┴č╝yĄ─ųžę¬įŁę“ĪŻ
łD3 ā╚Õe▀ģ¼FŽ¾
łD4 ║ĖśīŻ©║ĖŚlŻ®ĮŪČ╚
łD5 Ė∙║Ė╚█│žĀŅæB
łD6 ║Ė┐pĖ∙║Ė╠ž╩Ō╬┤╚█║Ž╚▒Ž▌╬╗ų├
╠Ņ╔wīė╩╣ė├Ą═Üõą═║ĖŚlĘĄą▐ĢrŻ¼ę¬┐žųŲ║├ę²╗Ī▓┘ū„Ż¼▒žę¬Ģr┐╔īóę²╗ĪÅ─ę²╗Ī░Õ╔ŽÄ¦╚ļŲ┬┐┌Ż¼ęįĮĄĄ═«a╔·┤╬╔·╚▒Ž▌Ą─ÖC┬╩ĪŻ║ĖĮė▀^│╠▒Ż│ųČ╠╗Ī▓┘ū„Ż¼▓╔ė├ĘųČ╬ČÓīėĪóė╔ųąķgŽ“ā╔Č╦╝░▌p╬óÕNō¶║Ė┐pĘĮ╩Į[6]Ż¼ĮĄĄ═║ĖĮėæ¬┴”Ż¼├┐īė├┐Ą└║Ė┐pĄ─Ų╩╝╬╗ų├║═╩š╬▓╬╗ų├æ¬Õeķ_20 mmū¾ėę[7]ĪŻ╔w├µĢr╚█│ž▒Ż│ųÖEłAą╬ĀŅŻ¼į┌║Ė┐pā╔é╚╔įū„═Ż┴¶Ż¼▒▄├Ō«a╔·ę¦▀ģ╚▒Ž▌Ż¼Ūę║Ė┐p│╔ą╬æ¬łA╗¼├└ė^Ż¼║Ė┐pėÓĖ▀æ¬┐žųŲį┌2 mmęįā╚ĪŻ
4.5.║Ė┐p▒Ē├µ╠Ä└Ē
ī”ĘĄą▐▓┐╬╗Ą─║Ė┐p▒Ē├µ▀Mąąą▐─źŻ¼╩╣ų«┼cįŁ║Ė┐p╗∙▒Šę╗ų┬Ż¼║Ė┐p┼c─Ė▓─łA╗¼▀^Č╔Ż¼ęį£p╔┘æ¬┴”╝»ųąŻ¼╠ßĖ▀║Ė┐p┐╣┴čąį─▄ĪŻ╚▒Ž▌ĘĄą▐╠Äæ¬Ę¹║Ž║ĖĮėŽÓĻPęÄ│╠Ą─“×╩šś╦£╩ĪŻ
5 ĮYšZ
Įøī”X70╣▄Ą└▀BŅ^ū„śIĘĄą▐║Ė┐┌▀Mąą╔õŠĆ┼c│¼┬Ģ▓©╠Įé¹╝░║Ė║¾4 h┼c║Ė║¾24 hā╔┤╬Öz▓ķ,Š∙╬┤░l¼FĖ∙║ĖĘĄą▐┴č╝y╚▒Ž▌Ż¼ūC├„┤╦┤╬ĘĄą▐║ĖĮėųą▓╔ė├Ą─╣ż╦ć╩Ūąąų«ėąą¦Ą─Ż¼┐╔×ķĮ±║¾X70╣▄Ą└═ŻÜŌ▀BŅ^║Ė┐pĘĄą▐ū„śI╠ß╣®ĮĶĶb║═ųĖī¦ĪŻ
ģó┐╝╬─½IŻ║
[1] ėó╚¶▓╔.╚█║ĖįŁ└Ē╝░Įī┘▓─┴Ž║ĖĮė[M].▒▒Š®:ÖCąĄ╣żśI│÷░µ╔ń,2000.5
[2] ģ╬Ž“Ļ¢.X70╣▄ŠĆõō║ĖĮė╣ż╦ć蹊┐[D]. ╠ņĮ“:╠ņĮ“┤¾īWŻ¼2007.3
[3] īOąĪéź.╠╝õōįOéõ┼c╣▄Ą└├ōÜõį┘║ĖĮė[J]. ╦─┤©╗»╣ż┼cĖ»╬g┐žųŲ,1998(5):47-49 [4] ═§Äø,ĖČč®╦╔,┤▐╝╬,Ą╚.═ŻÜŌ▀BŅ^ųąX70╣▄ŠĆõōĖ∙║Ė┴č╝yįŁę“┼cī”▓▀[J]. ┐Ų╝╝┘YėŹ, 2013(28) :70-73 [5] ³S├„ć°.└wŠS╦žĖ∙║Ė╠ž╩ŌĖ∙▓┐╬┤╚█║Ž╚▒Ž▌Ą─┐žųŲ[J].ļŖ║ĖÖC, 2007, 37(5):75-77
[6] ŚŅéź╣ŌĪóäóŲµ═■.║╦ļŖšŠ┤¾ą═õōĮYśŗ║Ė┐pÕNō¶Ę©Ž¹æ¬┴”[J].ļŖ║ĖÖCŻ¼2013 , 43(12) [7] Åłßō.┤¾┐┌ÅĮķL▌ö╣▄Ą└║Ė┐┌ĘĄą▐ĘĮĘ©Ą─æ¬ė├[J].Ė╩├C┐Ų╝╝, 2011, 27(22):88-89
ū„š▀Ż║═§ÄøŻ¼─ąŻ¼1975.6╔·Ż¼«ģśIė┌║Į╠ņ┬ÜśI╝╝ągīWį║Ż¼║Ė╣żĖ▀╝ē╝╝ĤŻ¼Ą┬ć°DVS║ĖĮėųĖī¦Į╠ĤŻ¼ć°ļH║ĖĮėÖz“×ĤĪŻų„ę¬Å─╩┬╣▄Ą└ōīļUŠSą▐║ĖĮė╣żū„ĪŻ
ĪČ╣▄Ą└▒ŻūoĪĘ2017─ĻĄ┌3Ų┌Ż©┐éĄ┌34Ų┌Ż®
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
