



OD 1 422 mm X80╣▄ŠĆõō╣▄ĻPµIąį─▄ųĖś╦╝░░▓╚½’LļUĘų╬÷
üĒį┤Ż║ĪČ╣▄Ą└▒ŻūoĪĘļsųŠ ū„š▀Ż║┌wą┬éź │žÅŖ Åłéźąl └Ņ¹Éõh ŚŅõhŲĮ ĢrķgŻ║2018-10-17 ķåūxŻ║
┌wą┬éź1,2 │žÅŖ1,2 Åłéźąl1,2 └Ņ¹Éõh1,2 ŚŅõhŲĮ1,2
1.ųąć°╩»ė═╝»łF╩»ė═╣▄╣ż│╠╝╝ąg蹊┐į║Ż╗ 2.╩»ė═╣▄▓─╝░čbéõ▓─┴ŽĘ■ę█ąą×ķ┼cĮYśŗ░▓╚½ć°╝ęųž³cīŹ“×╩ę
š¬ ꬯║ į┌╬„ÜŌ¢|▌öČ■ŠĆX80╣▄ŠĆõō╣▄蹊┐ķ_░l║═Į©įOĮø“ץ─╗∙ĄA╔ŽŻ¼Įø▀^┤¾┴┐įć“×蹊┐║═ėŗ╦ŃĘų╬÷Ż¼▀Mę╗▓Įā×╗»┴╦ODŻ©═ŌÅĮŻ® 1 422 mm X80╣▄ŠĆõō╣▄╗»īW│╔Ęų║═ÖCąĄąį─▄įć“×ĘĮĘ©Ż¼╠ß│÷┴╦OD 1 422 mm X80õō╣▄Ą─ĻPµIąį─▄ųĖś╦Ż¼ųŲČ©┴╦ųąČĒ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ė├OD 1 422 mm X80õō╣▄Ą─╝╝ągŚl╝■ĪŻÅ─╣▄Ą└┤╠┤®┐╣┴”Īó╩¦ą¦Ė┼┬╩ĪóéĆ¾w’LļUĄ╚ĘĮ├µŻ¼ėŗ╦Ń▓óī”▒╚Ęų╬÷┴╦OD 1 422 mm X80║═OD 1 219 mm X80╣▄Ą└Ą─’LļU╦«ŲĮŻ¼Ęų╬÷ĮY╣¹×ķ▀xō±ųąČĒ¢|ŠĆįOėŗĘĮ░Ė╠ß╣®┴╦øQ▓▀ģó┐╝ĪŻ┬ō║Žć°ā╚õōĶF║═ųŲ╣▄Ų¾śIŻ¼│╔╣”ķ_░l▓óįćųŲ┴╦OD 1 422 mm X80õō╣▄«aŲĘŻ¼«aŲĘąį─▄ØMūŃųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└ė├õō╣▄╝╝ągŚl╝■ĪŻ
ĻPµIį~Ż║ OD 1 422 mm X80╣▄ŠĆõō╣▄Ż╗ ĻPµI╝╝ągųĖś╦Ż╗ ╣▄Ą└’LļU╦«ŲĮŻ╗ «aŲĘįćųŲŻ╗ ųąČĒ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠
╠ņ╚╗ÜŌ╣▄Ą└įOėŗ║═Į©įOųąŻ¼į┌▓╗ė░Ēæ╣▄Ą└░▓╚½┐╔┐┐ąįĄ─Ū░╠ߎ┬Ż¼╚ń║╬ūŅ┤¾Ž▐Č╚ĄžĮĄĄ═╣▄Ą└Į©įO│╔▒Š║═╠ßĖ▀╣▄Ą└▌ö╦═ą¦┬╩Ż¼ę╗ų▒éõ╩▄╣▄Ą└Į©įO═Č┘Yš▀║═╣▄Ą└▀\ĀIŲ¾śIĄ─ĻPūóĪŻ┼cX70õō╣▄ŽÓ▒╚Ż¼╬„ÜŌ¢|▌öČ■ŠĆ▓╔ė├╣▄ÅĮ×ķ1 219 mmĪóē║┴”×ķ12 MPaĄ─X80õō╣▄Ż¼╣Ø╝s┴╦10%õō▓─Ż¼ĮĄĄ═┴╦│╔▒ŠŻ¼Ą½ŲõĮøØ·▌ö┴┐ĘČć·×ķŻ©250Ī½300Ż®Ī┴108 m3/aŻ¼ūŅĮøØ·▌ö┴┐×ķ280Ī┴108 m3/aŻ¼ūŅ┤¾▌öÜŌ┴┐ų╗─▄▀_ĄĮ330Ī┴108m3/aŻ¼▓╗─▄ØMūŃųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└Īó╬„ÜŌ¢|▌ö╦─ŠĆ╝░╬ÕŠĆĄ╚│¼┤¾▌ö┴┐Ż©│¼▀^400Ī┴108 m3/aŻ®╣▄Ą└Ą─Į©įOąĶŪ¾ĪŻ═©▀^╝╝ągĮøØ·ŠC║ŽĘų╬÷Ż¼┐╔ų„ę¬▓╔╚Ī╚²ĘN╝╝ągĘĮ░Ė╠ßĖ▀╣▄▌öą¦┬╩║═ĮĄĄ═╣▄Ą└Į©įO│╔▒ŠŻ║ę╗╩Ū╣▄Ą└įOėŗŽĄöĄ║═ęÄĖ±▓╗ūāŻ¼▓╔ė├X90/X100│¼Ė▀ÅŖČ╚õō╣▄Ż╗Č■╩ŪįOėŗŽĄöĄ║═õō╝ē▓╗ūāŻ¼╣▄ÅĮį÷ų┴1 422 mmŻ╗╚²╩Ū╣▄Ą└ęÄĖ±║═õō╝ē▓╗ūāŻ¼įOėŗŽĄöĄė╔0.72╠ßĖ▀ĄĮ0.80ĪŻ×ķØMūŃ│¼┤¾▌ö┴┐╠ņ╚╗ÜŌ╣▄Ą└Į©įOąĶŪ¾Ż¼Å─Ī░╩«Č■╬ÕĪ▒ķ_╩╝Ż¼ųąć°╩»ė═╠ņ╚╗ÜŌ╝»łF╣½╦ŠįO┴óųž┤¾┐Ų╝╝īŻĒŚŻ¼ĮM┐Śķ_š╣┴╦Ą┌╚²┤·┤¾▌ö┴┐╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ĻPµI╝╝ągĄ─蹊┐╣źĻPŻ¼╔Ž╩÷╚²ĘN╝╝ągĘĮ░ĖČ╝╚ĪĄ├┴╦ųžę¬═╗ŲŲ[1-7]ĪŻŲõųąŻ¼ųŲČ©┴╦ODŻ©═ŌÅĮŻ®1 422 mm X80õō╣▄░Õ▓─Īó╣▄▓─╝╝ągŚl╝■Ż¼│╔╣”ķ_░lįćųŲ┴╦OD 1 422 mm X80õō╣▄Ż©░³└©HSAW║═LSAWŻ®ęį╝░┼õ╠ūĄ─ÅØ╣▄║═╣▄╝■Ż¼ķ_š╣┴╦OD 1 422 mm X80╣▄Ą└░▓╚½┐╔┐┐ąį║═’LļUįu╣└Ż¼×ķųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠Į©įOĄņČ©┴╦╝╝ąg╗∙ĄAĪŻ
1 OD1 422 mm X80╣▄ŠĆõō╣▄ĻPµI╝╝ągųĖś╦
į┌Q/SY 1513.1©D2012 ĪČė═ÜŌ▌ö╦═╣▄Ą└ė├╣▄▓─═©ė├╝╝ągŚl╝■ Ą┌1▓┐ĘųŻ║┬±╗Ī║Ė╣▄ĪĘ║═╬„ÜŌ¢|▌öČ■ŠĆ1 219 mm X80╣▄Ą└Į©įOĮø“ץ─╗∙ĄA╔ŽŻ¼ĮĶĶbAPI SPEC 5L©D2012ĪČ╣▄ŠĆõō╣▄ęÄĘČĪĘĄ─ūŅą┬│╔╣¹Ż¼ĮY║ŽųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠Ą─Š▀¾w╠ž³cŻ¼ī”OD 1 422 mm X80╣▄ŠĆõō╝░õō╣▄Ą─Ė„ĒŚĻPµI╝╝ągųĖś╦▀MąąčąŠ┐Ż¼ā×╗»┴╦X80õō╣▄╗»īW│╔Ęų║═┴”īWąį─▄įćśė╚Īśė╬╗ų├Ż¼ėŗ╦Ń▓ó┤_Č©┴╦õō╣▄ĒgąįųĖś╦CVNę¬Ū¾ųĄŻ¼ųŲČ©┴╦ųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ė├═ŌÅĮ1 422 mm X80╣▄▓─╝╝ągŚl╝■ĪŻ
1.1 ╗»īW│╔Ęųā×╗»
į┌╬„ÜŌ¢|▌öČ■ŠĆĄ╚ųž┤¾╣▄Ą└╣ż│╠Į©įOĄ─═ŲäėŽ┬Ż¼ X80╣▄ŠĆõōĄ├ĄĮ┴╦┤¾┴┐æ¬ė├Ż¼ć°ā╚Ė„õōĶFŲ¾śIĖ∙ō■ūį╔ĒĄ─╠ž³cŻ¼ķ_░l│÷┴╦ČÓĘN║ŽĮ¾wŽĄĄ─X80╣▄ŠĆõōŻ¼Ųõ╗»īW│╔Ęų▓Ņ«É▌^┤¾Ż¼╔§ų┴═¼ę╗Ų¾śIį┌▓╗═¼ļAČ╬╔·«aĄ─╣▄ŠĆõō╗»īW│╔Ęųę▓ėą║▄┤¾▓Ņ«É[8]ĪŻ▀@ĘN╗»īW│╔Ęų╔ŽĄ─▌^┤¾▓Ņ«ÉŻ¼Ģ■ĮĄĄ═║ĖĮė╣ż╦ć║═║Ė▓─Ą─▀mė├ąįŻ¼į÷╝ė╣▄Ą└¼Fł÷║ĖĮėļyČ╚Ż¼╝ėäĪ║Ė┐p┴”īWąį─▄▓©äėŻ¼▓ó┐╔─▄Ģ■Įo╣▄Ą└Ę■ę█ĦüĒ░▓╚½ļ[╗╝ĪŻī”ė┌▒┌║±20 mmęį╔ŽĄ─X80╣▄ŠĆõōŻ¼▀@ę╗å¢Ņ}ė╚×ķ═╗│÷ĪŻ×ķ┴╦ĮŌøQ▀@ę╗ļyŅ}Ż¼į┌╬„Č■ŠĆ X80╣▄ŠĆõōæ¬ė├Įø“ץ─╗∙ĄA╔ŽŻ¼═©▀^įć“×蹊┐Ż¼▀Mę╗▓Įā×╗»X80╣▄ŠĆõō╗»īW│╔ĘųŻ¼┐sąĪ╗»īW│╔Ęų▓©äėĘČć·Ż¼Å─Č°ĘĆČ©X80╣▄ŠĆõō╣▄┘|┴┐║═¼Fł÷║ĖĮė╣ż╦ć┤░┐┌Ż¼╠ßĖ▀╣▄ŠĆ▒Š┘|░▓╚½ĪŻī”OD 1 422 mm X80╣▄ŠĆõō▓╔ė├Ą═CĪó Mn│╔ĘųįOėŗŻ¼▓ó╝ė╚ļ▀m┴┐Ą─MoĪó NiĪó NbĪó VĪó TiĪó CuĪóCrĄ╚į¬╦žĪŻĮøī”╬„Č■ŠĆĄ╚╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ė├X80õō╣▄Ą─╗»īW│╔Ęų╝░║ĖĮėĮY╣¹▀MąąčąŠ┐Ęų╬÷░l¼F Ż¼╣▄ŠĆõōųąCĪó MnĪó NbĄ─äĪ┴ę▓©äėŻ©łD 1Ī½3Ż®Ż¼ī”║ĖĮėąį─▄ėą▌^┤¾ė░ĒæĪŻ╣▄ŠĆõōųąC╩Ūį÷╝ėõōÅŖČ╚Ą─ėąą¦į¬╦žŻ¼Ą½╩Ū╦³ī”õōĄ─ĒgąįĪó╦▄ąį║═║ĖĮėąįėąžō├µė░Ēæ[9]ĪŻĮĄĄ═C║¼┴┐┐╔ęįĖ─╔Ų╣▄ŠĆõōĄ─Ēg┤Ó▐Dūā£žČ╚║═║ĖĮėąįŻ¼Ą½C║¼┴┐▀^Ą═ätąĶę¬╝ė╚ļĖ³ČÓĄ─Ųõ╦³║ŽĮį¬╦žüĒ╠ßĖ▀╣▄ŠĆõōĄ─ÅŖČ╚Ż¼╩╣ę▒¤Æ│╔▒Šį÷Ė▀[10]ĪŻŠC║Ž┐╝æ]ĮøØ·║═╝╝ągę“╦žŻ¼ C║¼┴┐æ¬┐žųŲį┌0.05%Ī½0.07%ų«ķgĪŻ
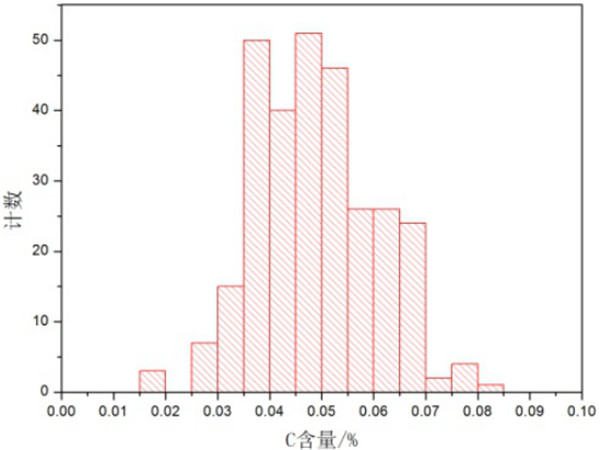
łD 1 X80õō╣▄Ą─C║¼┴┐Ęų▓╝Įyėŗ
łD 2 X80õō╣▄Ą─Mn║¼┴┐Ęų▓╝Įyėŗ
łD 3 X80õō╣▄Ą─Nb║¼┴┐Ęų▓╝Įyėŗ
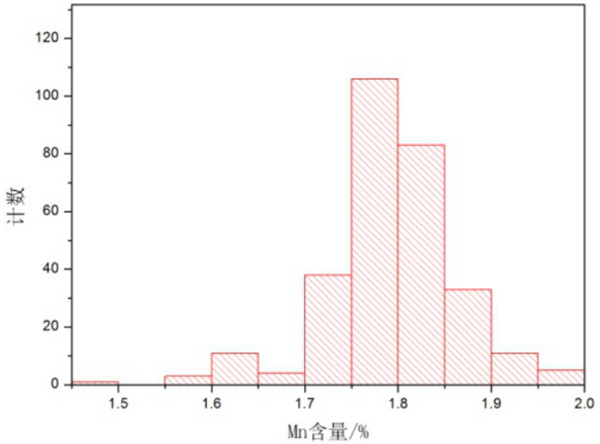
×ķ▒ŻūC╣▄ŠĆõōųąĄ═C║¼┴┐Ż¼▒▄├Ōę²ŲŲõÅŖČ╚ōp╩¦Ż¼ąĶę¬į┌╣▄ŠĆõōųą╝ė╚ļ▀m┴┐Ą─║ŽĮį¬╦žŻ¼╚ńMnĪóNbĪó MoĄ╚ĪŻ MnĄ─╝ė╚ļę²Ų╣╠╚▄ÅŖ╗»Ż¼Å─Č°╠ßĖ▀╣▄ŠĆõōĄ─ÅŖČ╚ĪŻ Mnį┌╠ßĖ▀ÅŖČ╚Ą─═¼ĢrŻ¼▀Ć┐╔ęį╠ßĖ▀õōĄ─ĒgąįŻ¼Ą½ėąčąŠ┐▒Ē├„Mn║¼┴┐▀^Ė▀Ģ■╝ė┤¾┐ž▄łõō░ÕĄ─ųąą─Ų½╬÷Ż¼ī”╣▄ŠĆõōĄ─║ĖĮėąį─▄įņ│╔▓╗└¹ė░Ēæ[11]ĪŻę“┤╦Ż¼Ė∙ō■░Õ║±║═ÅŖČ╚Ą─▓╗═¼ę¬Ū¾Ż¼╣▄ŠĆõōųąMnĄ─╝ė╚ļ┴┐ę╗░Ń╩Ū1.1%Ī½2.0%ĪŻ
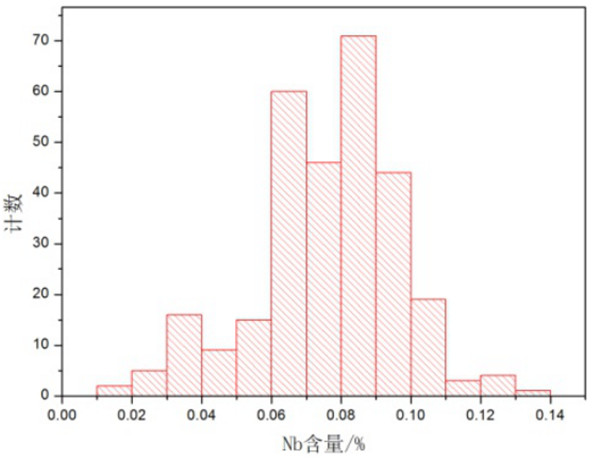
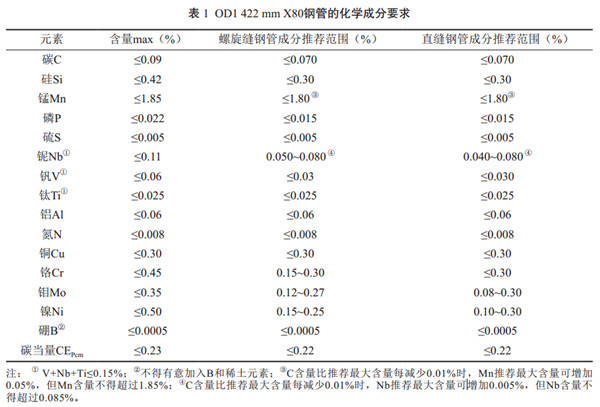
Nb╩Ū╣▄ŠĆõōųą▓╗┐╔╚▒╔┘Ą─╬ó║ŽĮį¬╦žŻ¼─▄═©▀^Š¦┴Ż╝Ü╗»Īó│┴ĄĒ╬÷│÷ÅŖ╗»ū„ė├Ė─╔ŲõōĄ─ÅŖĒgąįĪŻ▀^Ą═Ą─Nb║¼┴┐Ż¼į┌║ĖĮė¤ß裣h▀^│╠ųą▓╗─▄ėąą¦ęųųŲ¤ßė░Ēæģ^ŖW╩Ž¾wŠ¦┴ŻķL┤¾Ż¼ī¦ų┬ŽÓūāĢr«a╔·┤¾│▀┤ńĄ─ēKĀŅM/A║═┴ŻĀŅžÉ╩Ž¾w«a╬’Ż¼╩╣ĒgąįÉ║╗»ĪŻ▀^Ė▀Ą─Nb║¼┴┐Ż¼į┌║ĖĮė¤ß裣h▀^│╠ųąĢ■ī¦ų┬▌^┤¾│▀┤ńĄ─│┴ĄĒ╬÷│÷Ż¼▓ó╩╣Š¦┴ŻŠ∙ä“ąįÉ║╗»Ż¼ę▓Ģ■ōp║”¤ßė░Ēæģ^Ēgąį [12,13]ĪŻčąŠ┐▒Ē├„Ż¼ Nb║¼┴┐┐žųŲį┌0.030%Ī½0.075%▒╚▌^║Ž└ĒĪŻ ę└ō■蹊┐ĮY╣¹Ż¼▓óĮM┐Śę▒ĮĪó▓─┴Ž║═║ĖĮėŅIė“īŻ╝ęėæšōģf╔╠Ż¼ī”OD 1422mm X80╣▄▓─CĪóMnĪóNbĪóCrĪóMoĪóNiĄ─║¼┴┐▀Mąą┴╦╝sČ©ĪŻ┤_Č©╣▄ŠĆõōųąCĪóMnĪóNb║¼┴┐Ą──┐ś╦ųĄĘųäe×ķ0.060% Īó 1.75% Īó 0.06%ĪŻų▒┐põō╣▄ųąNi─┐ś╦ųĄ×ķ0.20%Ż¼▒žĒÜ╝ė╚ļ▀m┴┐Ą─MoŻ¼Ūę║¼┴┐æ¬┤¾ė┌0.08%ĪŻ┬▌ą²┐põō╣▄ųąCrĪóNiĪóMoĄ──┐ś╦ųĄŠ∙×ķ0.20%ĪŻ┐╝æ]ĄĮ╔·«a┐žųŲŲ½▓ŅĪóÖz£yš`▓Ņ╝░ĮøØ·ąįŻ¼ ęÄČ©OD 1 422 mm X80╣▄▓─C║¼┴┐▓╗┤¾ė┌0.070%Ż¼ Mn║¼┴┐▓╗┤¾ė┌1.80%ĪŻų▒┐põō╣▄NbĪóMoĪóNiĄ─║¼┴┐ĘČć·Ęųäe×ķ0.04%Ī½ 0.08%Īó0.08%Ī½0.30%Īó0.10%Ī½0.30%Ż╗┬▌ą²┐põō╣▄ųąNbĪóCrĪóMoĪóNiĄ─║¼┴┐ĘČć·Ęųäe×ķ0.05%Ī½0.08% Īó 0.15%Ī½0.30% Īó 0.12%Ī½0.27%Īó0.15%Ī½0.25%ĪŻ▒Ē1Įo│÷┴╦┤_Č©Ą─OD1 422 mm X80╣▄▓─╗»īW│╔Ęų║¼┴┐Ą─ę¬Ū¾ĪŻ
1.2 ┴”īWąį─▄£yįćįćśėĄ─╚Īśė╬╗ų├
╬„ÜŌ¢|▌öČ■ŠĆ╣ż│╠ų«Ū░Ż¼ė═ÜŌ╣▄Ą└ė├┬▌ą²┐p┬±╗Ī║Ėõō╣▄Ą─╣▄ÅĮŠ∙ąĪė┌1 219 mmŻ¼×ķ┴╦╚ĪśėĘĮ▒ŃŻ¼¤ß▄ł░ÕŠĒ┴”īWąį─▄£yįćįćśė╚Īśė╬╗ų├Š∙ę¬Ū¾┼c░ÕŠĒ▄łųŲĘĮŽ“│╔30ĪŃĪŻ┴”īWąį─▄£yįćįćśėĄ─╚ĪśėĮŪČ╚┼c░ÕīÆ║═õō╣▄╣▄ÅĮĄ─ĻPŽĄ╚ń╣½╩ĮŻ©1Ż®ĪŻ
sin”┴ ŻĮB /”ąD Ż©1Ż®
╩Įųą,”┴ ×ķ┬▌ą²ĮŪŻ¼ĪŃŻ╗ B ×ķ░ÕīÆŻ¼ mmŻ╗ ”ą ×ķłAų▄┬╩Ż╗ D ×ķõō╣▄═ŌÅĮŻ¼ mmĪŻ
░┤─┐Ū░ų„┴„¤ß▄ł░ÕŠĒ«aŲĘīÆČ╚1 500Ī½1 600 mmėŗ╦ŃŻ¼╣▄ÅĮ1 219 mmĪó 1 422 mmĄ─┬▌ą²┐p┬±╗Ī║Ė╣▄Ż¼¤ß▄ł░ÕŠĒĄ─╚ĪśėĮŪČ╚Ęųäe×ķ23.1ĪŃĪ½24.7ĪŃĪó19.6ĪŃĪ½21.0ĪŃĪŻę“┤╦Ż¼ OD 1 422 mmĄ─┬▌ą²┐p┬±╗Ī║Ė╣▄Ż¼┼c░ÕŠĒ▄łųŲĘĮŽ“│╔20ĪŃ╚ĪśėŻ¼Ė³Ę¹║ŽīŹļHŪķørĪŻłD 4║═łD 5Įo│÷┴╦īŹļH╔·«aĄ─¤ß▄ł░ÕŠĒį┌20ĪŃ║═30ĪŃ╬╗ų├╚Īśė£yĄ├Ą─┴”īWąį─▄ĮY╣¹ī”▒╚ĪŻ┐╔ęį┐┤│÷┼c▄łųŲĘĮŽ“ŖAĮŪ20ĪŃ╬╗ų├Ą─Ū³Ę■ÅŖČ╚Īó┐╣└ŁÅŖČ╚Īó DWTTŻ©┬õÕN╦║┴čįć“ׯ®╝¶Ūą├µĘeĖ▀ė┌30ĪŃ╬╗ų├Ż¼╚¶░┤┼c▄łųŲĘĮŽ“│╔30ĪŃ╬╗ų├╚ĪśėŻ¼╚▌ęūĄ═╣└¤ß▄ł░ÕŠĒĄ─┴”īWąį─▄Ż¼įņ│╔▓╗▒žę¬Ą─└╦┘MĪŻę“┤╦į┌ųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ųąÖz£y╚Īśė╬╗ų├Ė³Ė─×ķ┼c▄łųŲĘĮŽ“│╔20ĪŃ╬╗ų├ĪŻ
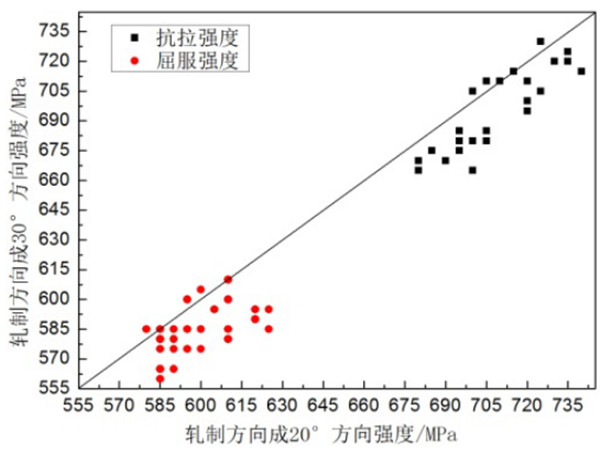
łD 4 ¤ß▄ł░ÕŠĒ20ĪŃ║═30ĪŃ╬╗ų├Ą─└Ł╔ņąį─▄ī”▒╚
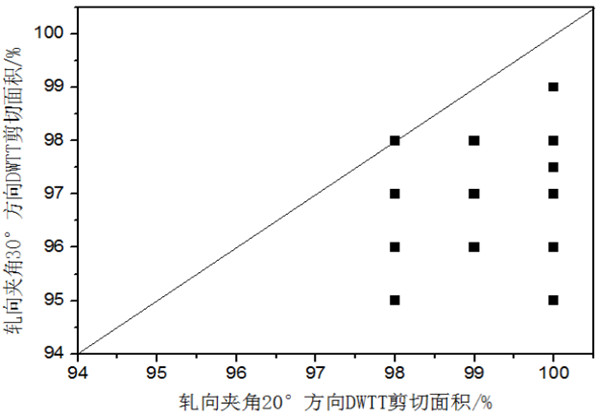
łD 5 ¤ß▄ł░ÕŠĒ20ĪŃ║═30ĪŃ╬╗ų├Ą─DWTTĮY╣¹ī”▒╚
1.3 õō╣▄║Ė┐p╝░¤ßė░Ēæģ^åó┴čĒgąįųĖś╦
┤¾┴┐Ą─ė═ÜŌ╣▄Ą└╩¦ą¦╩┬╣╩ĮyėŗĘų╬÷▒Ē├„Ż¼║Ė╣▄åó┴čę╗░ŃŠ∙░l╔·į┌õō╣▄║Ė┐p╗“¤ßė░Ēæģ^Ż¼ę“┤╦▀xō±║ĖĮėĮėŅ^öÓ┴čĒgąįū„×ķ║Ė╣▄åó┴čĒgąįųĖś╦ĪŻį┌ć°ļH╔ŽŻ¼═©│Ż╝┘įOõō╣▄║Ė┐p╗“¤ßė░Ēæģ^┤µį┌╔ŅČ╚×ķt /4Ż©t ×ķõō╣▄▒┌║±Ż®Ą─▒Ē├µ┴č╝y╚▒Ž▌Ż¼▓╔ė├öÓ┴č┴”īWĘų╬÷ĘĮĘ©½@Ą├┴č╝y▓╗░l╔·öUš╣Ą─┼RĮńöÓ┴čĒgąįųĄŻ¼īó┤╦┼RĮńöÓ┴čĒgąįųĄū„×ķ║Ė╣▄Ą─åó┴čĒgąįųĖś╦ĪŻ
õō╣▄╣▄ÅĮ1 422 mmŻ¼įOėŗ▒┌║±21.4 mmŻ¼▌ö╦═ē║┴”12 MPaŻ¼õō╝ēX80Ż¼įOėŗŽĄöĄ╚Ī0.72Ż¼Ū³Ę■ÅŖČ╚Īó┐╣└ŁÅŖČ╚Ęųäe╚Īś╦£╩ęÄČ©Ą─ūŅąĪųĄ555 MPaĪó625 MPaĪŻ╝┘Č©┴č╝y╔ŅČ╚ a =5.35 mmŻ¼īó▒Ē├µ┴č╝yĘų×ķ▌SŽ“░ļÖEłA═Ō▒Ē├µ┴č╝yĪó▌SŽ“░ļÖEłAā╚▒Ē├µ┴č╝yĪó▌SŽ“═Ō▒Ē├µķL┴č╝yĪó▌SŽ“ā╚▒Ē├µķL┴č╝y4ĘNŅÉą═Ż¼Ęų╬÷▓╗═¼┴č╝yķLČ╚Ž┬║ĖĮėĮėŅ^öÓ┴čĒgąį├¶ĖąąįĪŻė╔ė┌öÓ┴čĒgąį£yįć┘Mė├Ė▀Ūęų▄Ų┌ķLŻ¼×ķ┴╦▒Ńė┌╣ż│╠æ¬ė├Ż¼└¹ė├API 579-1©D2007/ASME FFS-1©D2007ĪČFitness-forservice-second editionĪĘ═Ų╦]Ą─öÓ┴čĒgąįųĖś╦KC┼cŽ─▒╚ø_ō¶╣”CVNĄ─Įø“×ĻPŽĄ╩ĮŻ¼īóKCųĖś╦▐D╗»×ķCVNųĖś╦ĪŻ
4ĘNŅÉą═┴č╝yųąŻ¼▌SŽ“ā╚▒Ē├µķL┴č╝yūŅ×ķ┐┴┐╠Ż¼╝┤į┌═¼śė┴č╝yķLČ╚Ž┬Ż¼ī”▓─┴ŽöÓ┴čĒgąįĄ─ę¬Ū¾ūŅĖ▀ĪŻ×ķ▒Ż╩žŲęŖŻ¼╗∙ė┌▌SŽ“ā╚▒Ē├µķL┴č╝yĄ─├¶ĖąąįĘų╬÷ĮY╣¹Ż©łD 6Ż®üĒ┤_Č©╣▄ÅĮ1 422 mmĄ─X80║Ė╣▄║ĖĮėĮėŅ^öÓ┴čĒgąįųĖś╦ĪŻūŅĮKŻ¼Ė∙ō■Ęų╬÷ĮY╣¹Ż¼×ķ┴╦┤_▒Ż╣▄Ą└░▓╚½Ż¼õō╣▄║Ė┐p║═¤ßė░Ēæģ^åó┴čĒgąį╚Ī60 JĪŻ╔Ž╩÷ėŗ╦ŃĘų╬÷╩Ūßśī”ę╗ŅÉĄžģ^įOėŗŽĄöĄ0.72Ą─õō╣▄Ż¼ī”Č■Īó╚²Īó╦─ŅÉĄžģ^õō╣▄║Ė┐p╝░¤ßė░Ēæģ^ę▓Įyę╗ ░┤╔Ž╩÷ųĖś╦┐žųŲĪŻė╔ė┌Č■Īó╚²Īó╦─ŅÉĄžģ^╣▄Ą└įOėŗŽĄöĄĖ³Ą═Ż¼ę“┤╦═¼śėįOėŗē║┴”Ž┬╣▄▒┌Ė³║±Ż¼▀\ąą▀^│╠ųą╣▄Ą└«a╔·Ą─ŁhŽ“æ¬┴”įĮĄ═Ż¼▓╔ė├═¼śėĄ─åó┴čĒgąįŻ¼╣▄Ą└Ė³▓╗╚▌ęū░l╔·åó┴čŻ¼▀@śė╠Ä└ĒĖ³╝ė▒Ż╩žŻ¼░▓╚½įŻČ╚Ė³┤¾ĪŻ
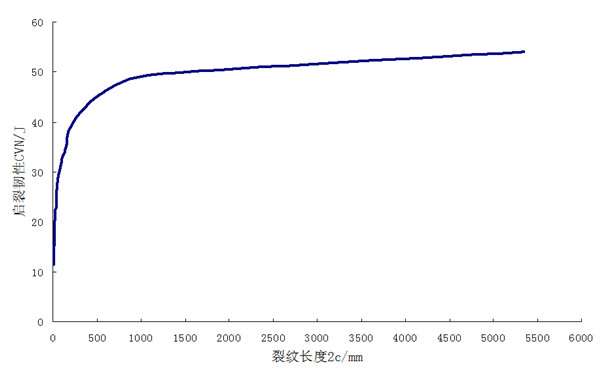
łD 6 ▓╗═¼┴č╝yķLČ╚Ž┬║Ė┐påó┴čĒgąįŅA£yĮY╣¹
1.4 õō╣▄─Ė▓─ų╣┴čĒgąįųĖś╦
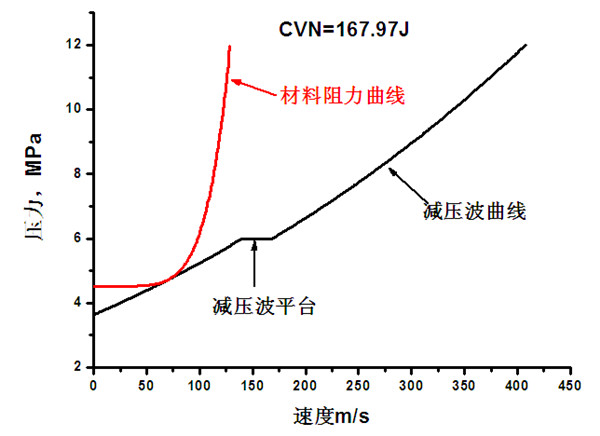
×ķĘ└ų╣╠ņ╚╗ÜŌ╣▄Ą└ķ_┴č║¾░l╔·čėąį┴č╝yĄ─ķL│╠öUš╣Ż¼╣▄▓─▒žĒÜėąūŃē“Ą─Ēgąįęį▒ŻūC╠ņ╚╗ÜŌ╣▄Ą└ę╗Ą®ķ_┴č─▄į┌ę╗Č©ķLČ╚ĘČć·ā╚ų╣┴čĪŻļSų°õō╝ēĪó▌ö╦═ē║┴”Īó╣▄ÅĮ╝░įOėŗŽĄöĄ▓╗öÓ╠ßĖ▀Ż¼╣▄Ą└Ą─čėąįöÓ┴čų╣┴čå¢Ņ}ę▓Ė³╝ė═╗│÷Ż¼╩ŪĖ▀õō╝ē╣▄ŠĆõō╣▄æ¬ė├Ą─Ų┐Ņi╝╝ągå¢Ņ}ĪŻßśī”ųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠Ż¼▓╔ė├BattelleļpŪ·ŠĆŻ©BTCŻ®ĘĮĘ©Ż¼▓óę²╚ļą▐š²ŽĄöĄŻ¼ėŗ╦Ń┴╦ę╗ŅÉĄžģ^╣▄ÅĮ1 422 mm X80╣▄Ą└ų╣┴čĄ─ĒgąįąĶŪ¾Ż¼╠ß│÷┴╦õō╣▄─Ė▓─Ą─ų╣┴čĒgąįųĖś╦ĪŻ
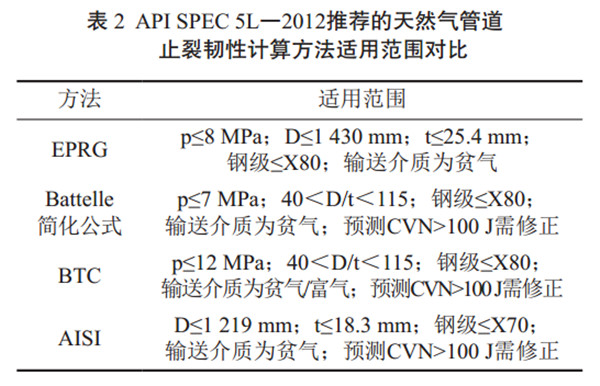
API SPEC 5L©D2012ĪČ╣▄ŠĆõō╣▄ęÄĘČĪĘ═Ų╦]┴╦4ĘNõō╣▄čėąįöÓ┴čų╣┴čĒgąįĄ─ėŗ╦ŃĘĮĘ©Ż¼░³└©EPRG£╩ätĪó Battelle║å╗»╣½╩ĮĪó BTCĘĮĘ©ęį╝░AISIĘĮĘ©ĪŻī”▒╚4ĘNĘĮĘ©Ą─▀mė├ĘČć·Ż©▒Ē 2Ż®┐╔ęŖŻ¼ī”ė┌įOėŗē║┴”12 MPaĪó╣▄ÅĮ1 422 mm X80Ą─╠ņ╚╗ÜŌ╣▄Ą└Ż¼▀mę╦▓╔ė├BTC─Żą═▓óę²╚ļą▐š²ŽĄöĄĄ─ĘĮĘ©üĒėŗ╦Ńų╣┴čĒgąįĪŻ
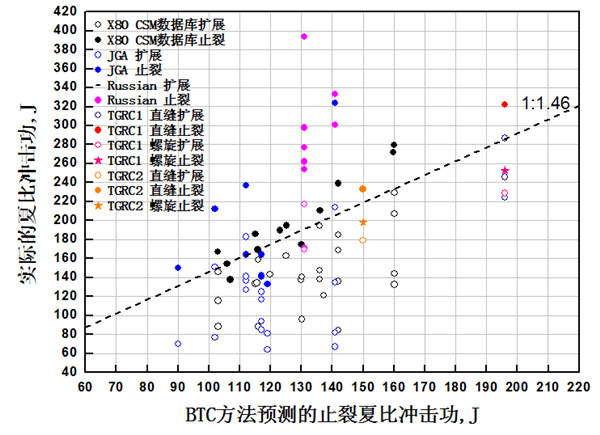
īóBTCĘĮĘ©æ¬ė├ė┌ųąČĒ¢|ŠĆÜŌ┘|ĮMĘųŻ©▒Ē 3Ż®Ż¼ėŗ╦Ń£žČ╚╚Ī0 ĪµŻ¼ėŗ╦ŃĮY╣¹Ż©łD 7Ż®▒Ē├„Ż¼ųąČĒ¢|ŠĆÜŌ┘|ĮMĘų┤µį┌├„’@Ą─£pē║▓©ŲĮ┼_Ż¼ų╣┴čĒgąįCVNėŗ╦ŃųĄ×ķ167.97 JĪŻė╔ė┌BTCĘĮĘ©ų╣┴čĒgąįėŗ╦ŃųĄ│¼▀^100 JŻ¼ę“┤╦▒žĒÜ▀Mąąą▐š²ĪŻŲõųąą▐š²ŽĄöĄĄ─┤_Č©üĒį┤ė┌X80╚½│▀┤ń▒¼ŲŲįć“×öĄō■ÄņĪŻ─┐Ū░ć°ļH╔Ž═©ė├Ą─╚½│▀┤ń▒¼ŲŲįć“×öĄō■Äņ╚ńłD 8╦∙╩Š[14,15]Ż¼ė╔┤╦┤_Č©Ą─ųąČĒ¢|ŠĆ1 422 mm X80╣▄Ą└ų╣┴čĒgąįą▐š²ĘĮĘ©×ķTGRC2Ż¼ą▐š²ŽĄöĄ×ķ1.46ĪŻĮø▀^1.46▒ČĄ─ŠĆąįą▐š²Ż¼īóų╣┴čĒgąįųĖś╦┤_Č©×ķ245 JĪŻąĶę¬ųĖ│÷Ą─╩ŪŻ¼ėŗ╦Ń▓óą▐š²║¾Ą├ĄĮĄ─245 J╩Ūų╣┴čĖ┼┬╩×ķ100%Ą─å╬Ė∙õō╣▄Ą─Ēgąįę¬Ū¾ųĄĪŻģó┐╝├└ć°DOT 49 CFR Part 192Ą─ęÄČ©Ż¼┴č╝y─▄į┌5Ī½8Ė∙õō╣▄ų╣┴čŻ¼ī”æ¬Ą─ų╣┴čĖ┼┬╩▀_ĄĮ95%║═99%╝┤┐╔ĪŻ░┤šš▀@ę╗įŁätŻ¼ų╣┴čĒgąįųĖś╦┤_Č©×ķ245 Jæ¬įō╩ŪŲ½ė┌▒Ż╩ž║═░▓╚½Ą─ĪŻ

łD 7 ╣▄Ą└ų╣┴čĒgąįĄ─BTCĘĮĘ©ŅA£yĮY╣¹
łD 8 ╚½│▀┤ńÜŌ¾w▒¼ŲŲįć“×öĄō■Äņ
į┌OD 1 422 mm X80╣▄ŠĆõō╣▄ĻPµI╝╝ągųĖś╦蹊┐╗∙ĄA╔ŽŻ¼ųŲČ©┴╦ųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└ė├OD 1 422 mm X80░Õ▓─║═╣▄▓─Ą─╝╝ągŚl╝■Ż¼░³└©Q/SY GD 0503.1ŻŁ2016ĪČųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠╝╝ągęÄĘČ Ą┌1▓┐ĘųŻ║X80╝ē┬▌ą²┬±╗Ī║Ė╣▄ė├¤ß▄ł░ÕŠĒ╝╝ągŚl╝■ĪĘĪó Q/SYGD 0503.2ŻŁ2016ĪČųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠╝╝ągęÄĘČ Ą┌2▓┐ĘųŻ║ X80╝ē┬▌ą²┬±╗Ī║Ė╣▄╝╝ągŚl╝■ĪĘĪó Q/SYGD0503.3ŻŁ2016ĪČųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠╝╝ągęÄĘČ Ą┌3▓┐ĘųŻ║ X80╝ēų▒┐p┬±╗Ī║Ė╣▄ė├¤ß▄łõō░Õ╝╝ągŚl╝■ĪĘ║═Q/SY GD 0503.3ŻŁ2016ĪČųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠╝╝ągęÄĘČ Ą┌4▓┐ĘųŻ║ X80╝ēų▒┐p┬±╗Ī║Ė╣▄╝╝ągŚl╝■ĪĘĪŻ
2 OD 1 422 mm X80╣▄Ą└’LļUĘų╬÷
═ŌÅĮ1 422 mm X80╣▄ŠĆõō╣▄ū„×ķĄ┌╚²┤·╣▄ŠĆõō╣▄╩ū┤╬į┌ųąČĒ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ųąæ¬ė├Ż¼ėą▒žę¬ī”Ųõ’LļU╦«ŲĮū÷ŽĄĮyĄ─Ęų╬÷║═įu╣└ĪŻÅ─┤╠┤®┐╣┴”ĪóĖ»╬g║═Ą┌╚²ĘĮōpē─Ż©įOéõū▓ō¶Ż®╩¦ą¦Ė┼┬╩ĪóéĆ¾w’LļUĄ╚ĘĮ├µĘų╬÷┴╦OD 1 422 mm X80╣▄Ą└Ą─’LļU╦«ŲĮŻ¼▓ó┼cęčĮø┤¾┴┐æ¬ė├Ą─OD 1 219 mm X80╣▄Ą└Ą─’LļU╦«ŲĮū÷┴╦ī”▒╚Ż¼Ęų╬÷ĮY╣¹×ķųąČĒ¢|ŠĆ▓╔ė├OD 1 422 mm X80╣▄ŠĆõō╣▄Ą─įOėŗĘĮ░Ė╠ß╣®┴╦ųžę¬øQ▓▀ę└ō■ĪŻ
2.1 ╣▄Ą└┤╠┤®┐╣┴”
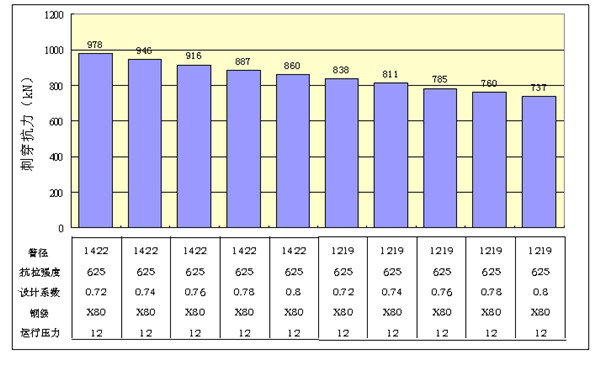
▓╔ė├Driver║═Playdon╠ß│÷Ą─╣▄Ą└┤╠┤®┐╣┴”Ą─░ļĮø“×╣└╦Ń─Żą═[16]Ż¼ėŗ╦Ń┴╦▓╗═¼╣▄ÅĮĪó▓╗═¼įOėŗŽĄöĄŽ┬X80╣▄Ą└Ą─┤╠┤®┐╣┴”Ż¼ĮY╣¹╚ńłD 9╦∙╩ŠĪŻ┐╔ęį┐┤│÷Ż¼į┌ŽÓ═¼▓┘ū„ē║┴”║═įOėŗŽĄöĄŽ┬Ż¼ OD 1 422 mmX80╣▄Ą└▒╚OD 1 219 mm X80╣▄Ą└Ą─┤╠┤®┐╣┴”ę¬┤¾Ż¼ų„ę¬ę“×ķ╣▄Ą└▒┌║±Ą─į÷╝ėĪŻęį0.72Ą─įOėŗŽĄöĄ×ķ└²Ż¼OD 1 422 mm X80┼cOD 1 219 mm X80╣▄Ą└ŽÓ▒╚Ż¼┤╠┤®┐╣┴”╠ßĖ▀╝s16.7%ĪŻį┌▓┘ū„ē║┴”Īó═ŌÅĮŽÓ═¼Ą─Śl╝■Ž┬Ż¼įOėŗŽĄöĄ╠ßĖ▀Ż¼╣▄Ą└┤╠┤®┐╣┴”ĮĄĄ═Ż¼▀@╩Ūę“×ķŻ¼įOėŗŽĄöĄĄ─╠ßĖ▀īóĮĄĄ═ī”╣▄Ą└▒┌║±Ą─ąĶŪ¾ĪŻ
łD 9 ▓╗═¼╣▄ÅĮ║═įOėŗŽĄöĄŽ┬Ą─õō╣▄┤╠┤®┐╣┴”
2.2 ╣▄Ą└╩¦ą¦Ė┼┬╩
ėŗ╦Ń┴╦═ŌĖ»╬g║═įOéõū▓ō¶ā╔ĘN’LļUę“╦žŽ┬Ą─╩¦ą¦Ė┼┬╩ĪŻŲõųąŻ¼═ŌĖ»╬g╩¦ą¦┼cĢrķgŽÓĻPŻ¼┐╝æ]┴╦Ą═Ė»╬gŻ©0.02 mm/aŻ®║═ųąĄ╚Ė»╬gŻ©0.09 mm/aŻ®ā╔ĘNĖ»╬g╦┘┬╩Ż¼Ą½╬┤┐╝æ]Č©Ų┌Öz£yĪóōQ╣▄║═ŠSą▐ī”Ė»╬g╩¦ą¦Ė┼┬╩Ą─ė░ĒæŻ¼ĮY╣¹╚ńłD 10╦∙╩ŠĪŻÅ─łD 10┐╔ų¬Ż¼ā╔ĘNĖ»╬g╦┘┬╩Ž┬Ż¼ OD 1 422 mm X80╣▄Ą└╩¦ą¦Ė┼┬╩Š∙Ą═ė┌0.80║═0.72įOėŗŽĄöĄĄ─OD 1 219 mm X80╣▄Ą└Ż¼▀@┼c▒┌║±▌^┤¾ŽÓĻPĪŻ
łD 10 ╣▄Ą└Ė»╬g╩¦ą¦Ė┼┬╩ėŗ╦ŃĮY╣¹
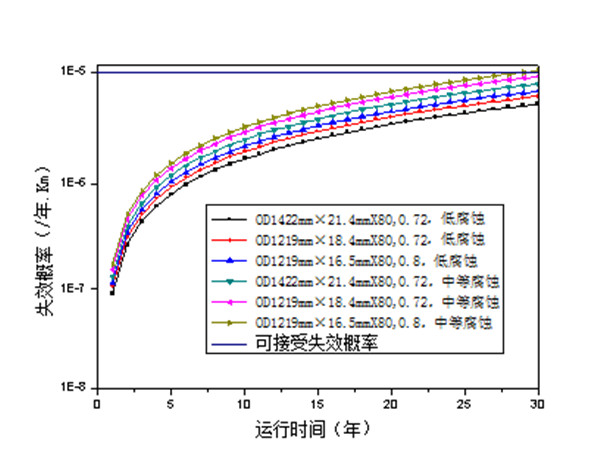
įOéõū▓ō¶╩Ū┼cĢrķg¤oĻPĄ─’LļUę“╦žŻ¼╩¦ą¦Ė┼┬╩▓╗ļSĢrķgūā╗»Ż¼╚ńłD 11╦∙╩ŠĪŻį┌Ą┌╚²ĘĮōpē─ŅAĘ└┤ļ╩®Ż©Ąž╔Ž║═ĄžŽ┬Č©╬╗ś╦ėøĪóīż║¶ŽĄĮyĪó▒OęĢķgĖ¶║═ĘĮĘ©ģóššŅÉ╦Ų╣▄ŠĆĄ─įOų├Ż®ĪóĄ┌╚²ĘĮ╗ŅäėŅl┬╩Īó═┌Š“įOéõģóöĄŽÓ═¼Ą─ŪķørŽ┬Ż¼Ą┌╚²ĘĮįOéõø_ō¶ę²ŲĄ─╣▄Ą└╩¦ą¦Ė┼┬╩┼c╣▄Ą└▒┌║±ŽÓĻPĪŻ 0.72įOėŗŽĄöĄOD 1 422 mm X80╣▄Ą└įOéõū▓ō¶╩¦ą¦Ė┼┬╩ūŅĄ═ĪŻ
łD 11 Ą┌╚²ĘĮįOéõū▓ō¶╣▄Ą└╩¦ą¦Ė┼┬╩ėŗ╦ŃĮY╣¹
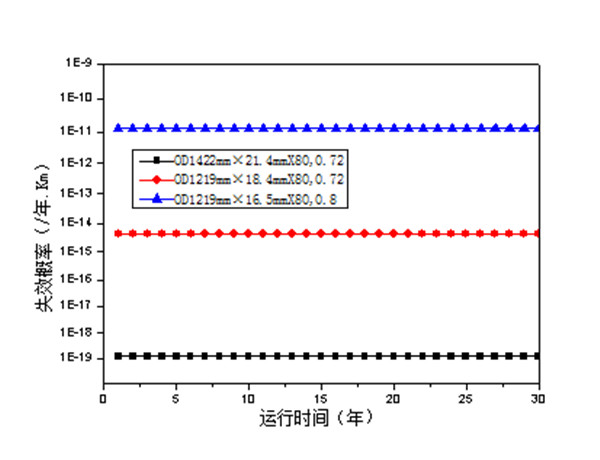
2.3 ╣▄Ą└’LļU
╣▄Ą└’LļU╩Ū╩¦ą¦Ė┼┬╩┼c╩¦ą¦ĮY╣¹Ą─│╦ĘeĪŻŽÓ▒╚0.80║═0.72įOėŗŽĄöĄŽ┬Ą─OD1 219 mm╣▄Ą└Ż¼OD 1 422 mm╣▄Ą└┤╠┤®┐╣┴”Ė▀Ż¼╩¦ą¦Ė┼┬╩ąĪŻ¼Ą½ŲõØōį┌╬Ż║”░ļÅĮ┤¾ĪŻÅ─łD 12┐╔ęŖŻ¼į┌ŠÓ╣▄Ą└ųąą─ŠÓļx200 męįā╚Ż¼ OD 1 422 mm╣▄Ą└┼cā╔ĘNįOėŗŽĄöĄŽ┬Ą─OD 1 219 mm╣▄Ą└éĆ¾w’LļU¤o├„’@▓ŅäeŻ¼į┌200 męį═ŌŻ¼éĆ¾w’LļUĄ─▓Ņäeėąį÷┤¾Ą─┌ģä▌Ż¼▀@┼c╬Ż║”ģ^ė“░ļÅĮį÷┤¾ŽÓī”æ¬Ż¼Ūę200 męį═Ō×ķ╣▄Ą└ĘŪĖ▀║¾╣¹ģ^Ż¼Ųõ╩¦ą¦║¾╣¹Ą═ĪŻ
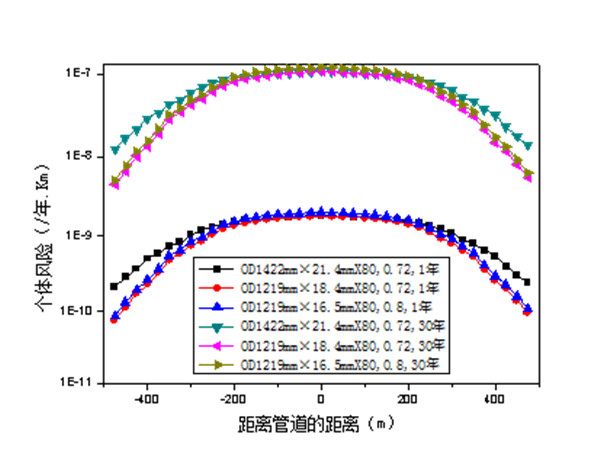
łD 12 ╣▄Ą└éĆ¾w’LļUėŗ╦ŃĮY╣¹
3 OD1 422 mm X80╣▄ŠĆõō╣▄ķ_░l║═æ¬ė├Ūķør
ĮY║Žųąć°╩»ė═╠ņ╚╗ÜŌ╝»łF╣½╦Šųž┤¾┐Ų╝╝īŻĒŚĪ░Ą┌╚²┤·Ė▀ē║┤¾▌ö┴┐ė═ÜŌ╣▄Ą└Į©įOĻPµI╝╝ąg蹊┐Ī▒╣źĻPŻ¼Å─2013─Ļķ_╩╝Ż¼ć°ā╚īÜõōĪó╩ūõōĪó░░õōĪó╠½õōĪóŽµõōĪó╔│õōĄ╚õōĶFŲ¾śIęį╝░īÜļuõō╣▄╣½╦ŠĪó▓│║Żčbéõ╣½╦ŠĄ╚ųŲ╣▄Ų¾śI┬ō║Žķ_š╣┴╦21.4 mm/25.7 mm/30.8 mmŽĄ┴ą▒┌║±Īó═ŌÅĮ1 422 mmĄ─ X80░ÕŠĒĪóõō░Õ╝░║Ė╣▄Ą─ķ_░l┼cįćųŲĪŻ 15╝ęõōĶF║═ųŲ╣▄Ų¾śIŻ¼▀Mąą┴╦3▌åå╬ĀtįćųŲŻ¼įćųŲ«aŲĘ2 000ėÓćŹĪŻ 9╝ęõōĶF║═ųŲ╣▄Ų¾śIķ_š╣┴╦ąĪ┼·┴┐įćųŲŻ©Ū¦ćŹ╝ēŻ®Ż¼įćųŲ«aŲĘ14 000ėÓ揯©Ųõųą▒┌║±21.4 mmõō╣▄6 000 tŻ¼▒┌║±25.7 mmõō╣▄4 000 tŻ¼▒┌║±30.8 mmõō╣▄4 000 tŻ®ĪŻĮøÖz“×įuārŻ¼įćųŲ«aŲĘĄ─ąį─▄ØMūŃųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└╣ż│╠ė├OD 1 422 mmĄ─ X80õō╣▄╝╝ągŚl╝■ę¬Ū¾ĪŻįćųŲõō╣▄Ą─Ū³Ę■ÅŖČ╚×ķ555Ī½668 MPaŻ¼┐╣└ŁÅŖČ╚×ķ632Ī½745 MPaŻ¼─Ė▓─CVNųĄ×ķ309Ī½486 JŻ¼║Ė┐pCVNųĄ×ķ138Ī½259 JŻ¼¤ßė░Ēæģ^CVNųĄ×ķ90Ī½354 JĪŻįćųŲõō╣▄Įø▀^Łh║Ė┐p║Ėįuįć“ׯ¼ŲõŁh║Ė┐pąį─▄ØMūŃś╦£╩ę¬Ū¾ĪŻąĪ┼·┴┐įćųŲ«aŲĘąį─▄ĘĆČ©Ż¼ęčė├ė┌ųąČĒ¢|ŠĆ╠ņ╚╗ÜŌ╣▄Ą└80 kmįć“×Č╬╣ż│╠Į©įOĪŻ─┐Ū░Ż¼OD 1 422 mm X80õō╣▄ęč▀M╚ļ┤¾┼·┴┐╔·«aļAČ╬Ż¼ęįØMūŃųąČĒ¢|ŠĆ╣▄Ą└╣ż│╠Į©įOąĶę¬ĪŻ
4 ĮYšZ
Ż©1Ż®į┌╬„ÜŌ¢|▌öČ■ŠĆ1 219 mm X80╣▄Ą└Į©įOĮø“ץ─╗∙ĄA╔ŽŻ¼ĮĶĶbAPI SPEC 5L©D2012ūŅą┬│╔╣¹Ż¼Įø▀^┤¾┴┐įć“×蹊┐║═└Ēšōėŗ╦ŃĘų╬÷Ż¼▀Mę╗▓Įā×╗»┴╦X80╣▄ŠĆõōĄ─╗»īW│╔Ęų║═┴”īWąį─▄╚Īśė╬╗ų├Ż¼┤_Č©┴╦OD 1 422 mm X80õō╣▄ĻPµIąį─▄ųĖś╦Ż¼ųŲČ©┴╦ųąČĒ¢|ŠĆė├OD 1 422 mm X80░Õ▓─║═║Ė╣▄╝╝ągŚl╝■Ż¼▓óæ¬ė├ė┌OD 1 422 mm X80░Õ▓─║═║Ė╣▄Ą─«aŲĘķ_░l┼cįćųŲĪŻ
Ż©2Ż®Å─╣▄Ą└┤╠┤®┐╣┴”Īó╩¦ą¦Ė┼┬╩║═éĆ¾w’LļUĄ╚ĘĮ├µŻ¼ėŗ╦ŃĘų╬÷┴╦OD 1 422 mm X80╣▄Ą└’LļU╦«ŲĮŻ¼▓ó┼cOD 1 219 mm X80╣▄Ą└’LļU╦«ŲĮ▀Mąą┴╦▒╚▌^Ż¼ĮY╣¹▒Ē├„Ż¼▓╔ė├OD 1 422 mm X80įOėŗĘĮ░ĖŻ¼’LļU╦«ŲĮ▓ó¤o├„’@╠ßĖ▀ĪŻ
Ż©3Ż®═©▀^ć°ā╚ČÓ╝ęõōĶFŲ¾śI║═ųŲ╣▄Ų¾śIĄ─┬ō║Žķ_░lŻ¼│╔╣”čąųŲ┴╦OD 1 422 mm X80õō╣▄«aŲĘŻ¼«aŲĘąį─▄ØMūŃųąČĒ¢|ŠĆė├OD 1 422 mm X80╣▄▓─╝╝ągŚl╝■ĪŻąĪ┼·┴┐įćųŲ«aŲĘąį─▄ĘĆČ©Ż¼ØMūŃųąČĒ¢|ŠĆ╣ż│╠Į©įO┼·┴┐╔·«aąĶę¬ĪŻ
ģó┐╝╬─½IŻ║
[1]┌wą┬韯¼┴_Į║ŃŻ¼ÅłÅV└¹Ą╚. 0.8įOėŗŽĄöĄŽ┬╠ņ╚╗ÜŌ╣▄Ą└ė├║Ė╣▄ĻPµIąį─▄ųĖś╦[J].ė═ÜŌā”▀\,2013,32(4): 355-359.
[2]ZHAO X W, ZHANG G L, LUO J H, et al. Impact of improving design factor over 0.72on the safety and reliability of gas pipelines and feasibility justification[J]. Chinese Journal of Mechanical Engineering, 2012, 25(1):166-172.
[3]ÅłéźąlŻ¼└Ņ·QŻ¼│žÅŖĄ╚.═ŌÅĮ1422mmĄ─X80õō╝ē╣▄▓─╝╝ągŚl╝■蹊┐╝░«aŲĘķ_░l[J].╠ņ╚╗ÜŌ╣żśI,2016,36(6): 84-91.
[4]═§ć°¹ÉŻ¼╣▄韯¼ĒnŠ░īÆĄ╚. X90ĪóX100╣▄ŠĆõō╣▄į┌Ė▀ē║▌öÜŌ╣▄Ą└æ¬ė├Ą─ĘĮ░Ė蹊┐[J]. ╩»ė═ęÄäØįOėŗŻ¼2015,26Ż©2Ż®Ż║1-6.
[5]╩Ę┴óÅŖŻ¼┼Ż▌xŻ¼ŚŅ▄ŖĄ╚. ┤¾┐┌ÅĮJCOE ╣ż╦ć╔·«aX90╣▄ŠĆõōĮM┐Ś┼cąį─▄Ą─蹊┐[J]. ¤ß╝ė╣ż╣ż╦ćŻ¼2015,44Ż©3Ż®Ż║226-229.
[6]ĻÉĢį└“, ╗¶┤║ė┬, └Ņ·QĄ╚. X90ų▒┐p┬±╗Ī║Ė╣▄╝ė╣żė▓╗»ąį─▄Ęų╬÷[J]. ║Ė╣▄Ż¼2015,38Ż©4Ż®Ż║11-20.
[7]äó╔·Ż¼ÅłųŠ▄ŖŻ¼└Ņė±ū┐Ą╚. ╠ņ╚╗ÜŌ▌ö╦═╣▄╝■╚²═©ė├X90 õō░ÕĄ─ķ_░l[J]. īÆ║±░ÕŻ¼2014,20Ż©6Ż®Ż║1-5.
[8]╔ą│╔╝╬Ż¼═§ĢįŽŃŻ¼äóŪÕėčŻ¼ĖČ┐ĪÄr.Ą═╠╝Ė▀ŌēX80╣▄ŠĆõō║ĖĮėąį╝░╣ż│╠īŹ█`[J].║Ė╣▄Ż¼2012Ż¼35(12):11-18.
[9]Bai LuŻ¼Tong LigeŻ¼Ding HongshengŻ¼Wang LiŻ¼Kang QilanŻ¼Bai Shiwu. The Influence of the Chemical Composition of Welding Material Used in Semi-Automatic Welding for Pipeline Steel on Mechanical Properties[C]//ASME 2008 International Manufacturing Science and Engineering ConferenceŻ¼ 7-10 October 2008Ż¼EvanstonŻ¼IllinoisŻ¼USA. DOIŻ║10.1115/MSEC_ICMP2008-72110.
[10]īO└┌└┌Ż¼ÓŹ└┌Ż¼š┬é„ć°.ÜWų▐õō╣▄╝»łF╣▄ŠĆ╣▄Ą─░lš╣║═¼FĀŅ[J].╩└ĮńõōĶFŻ¼2014Ż¼(1):45-53.
[11]Ė▀╗▌┼R.╣▄ŠĆõō┼c╣▄ŠĆõō╣▄[M].▒▒Š®Ż║ųąć°╩»╗»│÷░µ╔ńŻ¼2012:22-27.
[12]Wang BXŻ¼Liu XHŻ¼Wang GD. Correlation of microstructures and low temperature toughness in low carbon Mn©CMo©CNb pipeline steel[J]. Materials Science and Technology, 2013Ż¼29(12):1522©C1528. DOIŻ║10.1179/1743284713Y.0000000326.
[13]┐Ŗ│╔┴┴Ż¼╔ą│╔╝╬Ż¼═§īW├¶Ż¼Åł²ł’w.Ė▀Nb X80╣▄ŠĆõō║ĖĮė¤ßė░Ēæģ^’@╬óĮM┐Ś┼cĒgąį[J].Įī┘īWł¾Ż¼2010Ż¼46(5):541-546.
[14]╗¶┤║ė┬Ż¼└Ņ·Q┴ų. ╬„ÜŌ¢|▌öČ■ŠĆčėąįöÓ┴č┼cų╣┴č蹊┐[J]. Įī┘¤ß╠Ä└ĒŻ¼2011,36Ż©į÷┐»Ż®Ż║4-9.
[15]└Ņ·Q, ═§║ŻØ², ³S│╩ÄøĄ╚. Ė▀õō╝ē╣▄ŠĆ║Ė╣▄╚½│▀┤ńÜŌ¾w▒¼ŲŲįć“×蹊┐[J]. ē║┴”╚▌Ų„, 2013, 30 (8): 21-26.
╗∙ĮĒŚ─┐Ż║ųąć°╩»ė═╠ņ╚╗ÜŌ╝»łF╣½╦Šųž┤¾┐Ų╝╝īŻĒŚĪ░Ą┌╚²┤·Ė▀ē║┤¾▌ö┴┐ė═ÜŌ╣▄Ą└Į©įOĻPµI╝╝ąg蹊┐Ī▒Ż©2012E-28Ż®ĪŻ
ū„š▀Ż║┌wą┬韯¼─ąŻ¼ 1969─Ļ╔·Ż¼Į╠╩┌╝ēĖ▀╝ē╣ż│╠ĤŻ¼2004─Ļ9į┬«ģśIė┌╬„░▓Į╗═©┤¾īW▓ó½@▓®╩┐īW╬╗Ż¼╩»ė═╣▄╣ż│╠╝╝ąg蹊┐į║Ė▒į║ķLĪŻķLŲ┌Å─╩┬ė═ÜŌ▌ö╦═╣▄║═╣▄Ą└═Ļš¹ąįŅIė“Ą─┐Ųčą║═╝╝ągĘ■äš╣żū„ĪŻ
╔ŽŲ¬Ż║
Ž┬Ų¬Ż║
 Ė╩╣½ŠW░▓éõ 62010202003034╠¢
Ė╩╣½ŠW░▓éõ 62010202003034╠¢ 
